所有關於銳化鑽頭
專業的建築工人不斷地處理隨著時間的推移變得遲鈍的不同類型的鑽頭。幾個月後,質量差的切割元件將無法使用。昂貴的品牌設計為其所有者服務了數十年。他們的建造者不想失去,而是將他們送去磨礪。原則上,這是正確的決定,但要恢復鈍鑽的狀態,你必須付出很多。為了不掏空你的錢包,你可以使用自己動手磨刀的建議。


基本規則
每年使用一次鑽頭的人不會注意到它失去了鋒利的事實。但是用這種方法,一個很好的時刻,它根本不會打洞。 在這裡,您將不得不做出獨立的決定 - 要么購買新的鑽頭,要么恢復沉悶的鑽頭。


在專業設備上磨刀的過程不需要人為的努力,這不能說是靠自己的雙手恢復鋒利。 但是,在詳細了解磨刀規則和過程的複雜性之前,有必要找出鑽頭很快將無法使用的跡象:
- 切割元件非常熱;
- 小金屬屑從邊緣下方飛出;
- 工作鑽頭髮出的噪音要強很多倍。

應特別注意最後一個特徵。 麻花鑽鈍邊與被鑽平面之間的摩擦力增大,產生異常響亮的噪音。在這種情況下,必須立即停止工作,否則切削元件會發熱,其結構會發生變化,從而根本無法恢復鑽頭。

此外,建議熟悉一些規則和經驗豐富的工匠的指導,這些規則和指導涉及定期銳化鈍的定心尖端。
值得注意的是,從提供的信息中可以清楚地看出,您可以用自己的雙手恢復鑽頭。

磨削鑽頭的過程需要特殊的設備。 在這種情況下,我們談論的是用於鑽頭和電鎚的研磨機和噴嘴。磨床是配備磨石的設備。鑽頭和射孔器的噴嘴具有不尋常的尖端形狀。通常在私人住宅中有一個微型磨床,因為該設備不僅可用於磨削鑽頭。

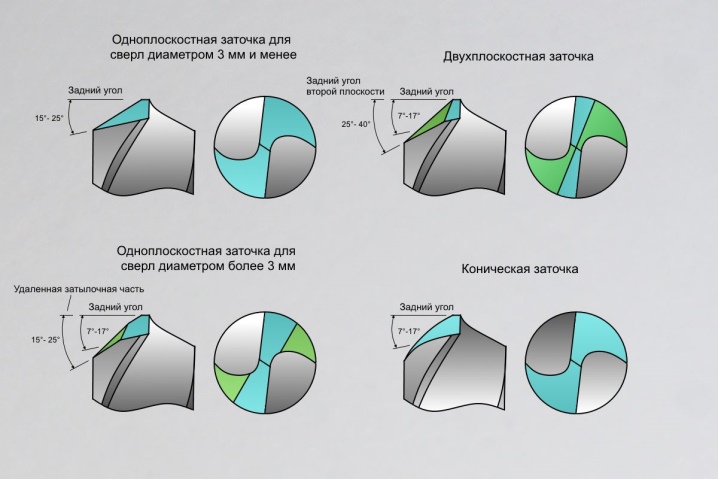
磨刀技術取決於鑽頭的類型。 今天出售的有錐形、螺旋形、圓柱形、單平面和雙平面切削元件。每種類型的切削元件都需要一種特殊的銳化方法,但它們之間的共同點是只有後邊緣會被銳化。

手動執行此操作非常困難,但這是可能的。 尤其是在涉及小標本時。小而薄的鑽頭總是用手磨尖,因此,人們掌握了磨削技能,一段時間後就可以整理出大尺寸的切割元件。

單平麵類型的鑽頭與只有一個平面的鑽頭不同。 根據標準,銳度的傾斜角度範圍為 28-30 度。這是需要恢復的部分。這個斜面被帶到一個不活躍的磨刀石上。如果石頭旋轉,鑽頭很可能會獲得錯誤的角度。雙平面鑽頭以類似的方式磨銳。銳化過程的唯一區別是需要處理兩個平面。

恢復錐形鑽頭時,必須特別小心。 不要破壞邊緣的錐形。這就是為什麼需要將鑽頭帶到旋轉的磨石上,壓在切削元件上並通過振盪運動磨削錐體。最重要的是不要將鑽頭從石頭上取下並輕輕一按即可完成整個過程。
磨削鑽頭過程中的一個重要規則是保持刃口的形狀。並非在所有情況下都可以做到這一點,這已不是什麼秘密。尤其是在磨削直徑為 10 毫米或更小的鑽頭時。然而,對於這種類型的切削元件,最好只保持後角。

對於直徑超過 10 毫米的鑽頭,磨削專業人員建議不僅磨削平面邊緣,同時考慮到角度暴露,還要磨削前平面,這顯著提高了結構的技術特性。 這種銳化在鑽孔工作中會更有效。

由於前平面的正確刃磨,鑽頭切削部分的角度變大,這顯著增加了金屬元件的耐用性。除了, 邊緣的橫向長度變小,因此產品沒有切孔,而是刮傷。

在銳化過程之後,有必要進行微調。 簡單來說,就是去掉磨石機械作用產生的缺口。對於工廠銳化,此過程非常重要。因此,可以提高切削元件的耐磨性水平。在家裡,微調並不總是可行的,但如果你有必要的工具,你就不能跳過這個過程。

對於家庭裝修,有必要使用由碳化矽或 CBN 製成的石材。 它們可以在任何建築市場購買。碳化矽石以其綠色而著稱。理想情況下,您應該使用粒度為 6、硬度為 M3-CM1 的品牌 63C 的副本。如果選擇落在 elbor 的石頭上,則需要取一份穀物指數在 6-8 範圍內的副本。重要的是要注意,所展示的飾面石必須在膠木粘合劑上製成。

應特別注意階梯練習。 它們可以作為單獨的物品或作為一套在市場上購買。生產的階梯鑽的直徑範圍為 4-21 毫米。階梯鑽具有高質量和耐磨性,但即使是這些類型的切削元件也會變鈍。而且,不幸的是,只能在某些型號中恢復鑽頭的尖端。

如果我們談論的是勝利的鑽頭,那麼應該使用金剛石砂輪進行磨刀。

品種
在現代市場上,您可以找到螺旋鑽、平面和中心型號:
- 螺旋元素,根據其名稱,以邊緣的螺旋形狀為特徵;
- 扁平產品設計用於製造大直徑的深孔;
- 中心鑽用於中心元件。



隨著時間的推移,所有類型的練習都會變得乏味。降低切割元件的鋒利度會干擾建築工作。這意味著產品需要恢復。

迄今為止,已開發出 5 種類型的磨刀鑽頭。 每種單獨的方法都對應於切割元件的材料類型及其工作細節。
- “H” - 這種類型的銳化是通用的。但是,它用於修復最大直徑為 12 毫米的鑽頭。
- “NP” - 在這種情況下,短橫桿被削尖。
- “NPL” - 一種磨刀方式涉及延長膠帶的橫向邊緣和寬度。
- “DP”——在專業領域,這種類型的銳化稱為“雙”。除了橫向邊緣之外,還有4個邊緣以虛線的形式形成。
- “DPL” - 描述與第4種磨刀方法類似,只是增加了膠帶的破壞。
銳化角度
之前已經說過,在開始修磨鑽頭之前,需要計算出切削元件恢復的正確角度。 為了方便找到正確的指標,我們開發了一個特殊的表格,其中第 1 列用數字值表示傾斜度,第 2 列表示用於鑽孔的材料。

|
加工材料 |
銳化角度 |
|
鋼、鑄鐵、青銅 |
115-120 |
|
黃銅 |
120-130 |
|
銅 |
120 |
|
鋁 |
130 |
|
陶瓷、花崗岩 |
130 |
|
木頭 |
130 |
|
魔法 |
80 |
|
矽鋁 |
90-100 |
|
塑料 |
90-100 |
錯誤設置的轉動角度會導致鑽頭和電動工具在操作過程中變熱。並且鑽孔的質量顯著降低。

工具要求
在工業條件下,根據安全規定在專用設備上進行磨刀。 但是,出於家庭目的,已經發明和開發了其他幾種設備:
- 配備磨石的機構;
- 機器連接到電源;
- 磨床和鑽頭(但是,只有在對銳角沒有嚴格要求的情況下才使用它們);
- 鑽頭的銳化技巧。




每個單獨的設備都具有高水平的性能、角度精度和易用性。 他們有一個非常方便的控制系統,即使是業餘愛好者也能掌握。所提供的家用設備選項的另一個額外優勢是低成本和微型尺寸。

理想情況下,需要使用磨床磨削鑽頭。 但是,在沒有此設備的情況下,您只能使用它的一個磁盤。主要是砂輪的粒度是否符合要求。圓形金剛砂應固定在鑽頭或磨床上。建議僅將研磨機用作最後的手段。
需要注意的是,銳化切割元件的過程伴隨著多種健康風險。因此,在開始工作之前,您應該戴上特殊的眼鏡來保護您的眼睛。在磨尖的鑽頭旁邊,有必要放一碗冷水,在其中冷卻切削元件。

如何磨削不同的鑽頭?
據專家介紹,應從切削直徑超過 10 毫米的產品開始進行磨刀的獨立實踐。此類元素的銳化角度為 120 度。手術後,鑽頭的前部應該是對稱的。如果在銳化過程中出現錯誤,可以立即糾正。
在距切削刃一定距離處,有一個所謂的背面。 它應位於相對於切削刃向下的 1-1.5 mm 範圍內。

此外,建議更詳細地了解用自己的雙手進行銳化過程的理論方面。首先,您需要做一些準備工作。 用黑色氈尖筆在磨石表面上畫一條平行於軸旋轉的線。
接下來,您需要正確放置鑽頭。它必須保持明顯水平。在這種情況下,氈尖筆所做的標記將位於旋轉軸的稍上方。因此,水平放置的工具縱向部分將向左旋轉大約 30 度,這將確保獲得所需的刃磨角度。

現在我們可以從理論轉向實踐。 採用鈍頭鑽頭。 接下來,您需要找到工具的正確位置。首先,一側銳化,然後另一側。在任何情況下,您都不應該著急。工作必須極其小心地進行。如果突然要磨銳的邊緣變熱並變紅,則必須將鑽頭浸入盛有水的容器中。冷卻切割元件後,您可以繼續工作。
完成磨削擊倒的鑽頭後,您需要檢查結果。 為此,採取鑽頭,將鋒利的工具插入彈藥筒。之後,您可以嘗試在鋼表面上鑽孔,其厚度為 8 毫米。如果鑽孔沒有困難,那麼銳化過程進展順利。



事實上,有很多方法可以銳化切削元素。 每種單獨的方法都涉及不同材料的鑽頭加工。對於鋁、銅甚至不銹鋼,都使用麻花鑽,按照通用雙“方法”進行研磨。磨削點焊鑽頭是由磨床完成的。直徑小於 4 毫米的小鑽頭完全由手工打磨。順便說一句,如果有必要,您可以自己在刀具下磨舊鑽頭。
很遺憾, 不是每個人都能用自己的雙手第一次磨鈍的鑽頭.但是只要有一點耐心,您就可以取得積極的成果。


具體的
在混凝土鑽頭中,只有後表面被磨尖。對於修復,應使用雙平面或錐形方法。
首先,您需要熟悉錐形磨刀方法。 切割元件必須插入研磨設備的棱鏡中,該棱鏡圍繞其軸線移動。接下來,配置設置。錐體的軸線應與鑽頭的軸線成 45 度角。剩下的只是激活設備並等待工作結束。錐形方法用於使切削元件的後角急劇增加。

要使該過程自動化,建議使用螺釘方法。 它的特點是平移運動,與砂輪的旋轉相協調。值得注意的是,這種方法允許您同時銳化切割元件的前角和後角。

木製品
首先,你需要記住——這個工作過程非常複雜。從第一次開始,就沒有人能正確地在木頭上磨鑽。 要開始對這種切削元件進行自我修復,您應該使用磨損的工具進行練習。
這項工作的主要難點在於,即使一個錯誤的動作也會導致鑽頭損壞。 這就是為什麼有必要嚴格遵循規定的說明:
- 應在工作場所附近放置一個盛有水的容器;
- 獲得 45 度角很重要;
- 鑽頭必須保持在磁盤的最末端;
- 為了使磨刀過程順利進行,您需要將切割元件放入墊圈中;
- 邊緣需要稍微折疊幾毫米並監控它們的均勻度;
- 當磨刀過程接近其邏輯結論時,有必要減慢機器速度;
- 在工作結束時,需要冷卻切割元件並檢查其性能。

對於金屬
金屬磨刀的原理並不是特別難,但還是需要耐心的。您需要用左手拿起工具並將其放在工作底座旁邊。您需要用右手抓住鑽頭的尾部並開始旋轉圓盤。邊緣的背面被帶到旋轉部分。在輕微的壓力下,您需要轉動鑽頭。同時,始終保持適當的傾斜度。切削刃具有相同的長度和相同的角度是非常重要的。
剩下的只是檢查磨尖的鑽頭。

下面的視頻中提供了一種磨削鑽頭的簡單方法。













評論發送成功。