如何在家裡磨金屬鑽頭?

無論鑽頭是什麼——即使是高質量的——在數百次鑽孔循環之後,它都會變得更鈍,失去工廠給產品本身提供的理想銳化效果。在鑽頭恢復到以前的鋒利度之前,它不會鑽出完美的、未撕裂的孔。
什麼時候應該磨刀?
在以下情況下需要磨削金屬鑽頭。
- 它從標有核心的點跳下。
- 當您嘗試在不標記未來孔的情況下進行鑽孔時,無論主人如何努力,鑽頭都不會抓住所選點的尖端,而是“行走”。
- 鑽孔時有跳動、敲擊、噪音,變成高頻的鏗鏘聲。敲擊和振動會使鑽頭(或打孔器)鬆動。在用鈍鑽破壞的機械裝置上,不可能用新買的鑽頭鑽孔:新鑽頭經常會因此而斷裂。
- 即使連續運行一分鐘後也會過熱。高速鋼過熱會導致其強度性能(粘度、硬度)的喪失,產品將只適用於木工,不適用於金屬加工。
- 金屬顆粒被撕裂,螺旋碎片消失。
如果發現一個或多個跡象,立即停止鑽孔並檢查尖端和螺旋邊緣的鋒利度。

所需工具
任何選定的工具,包括配備電動馬達的工具,都應磨削鋼鐵產品(刀、鑽、剪刀等)。第二個要求是在此過程中保持鑽頭的鋒利。磨削鑽頭的速度和效率取決於設置所需的從尖端邊緣磨掉多餘鋼層的角度以及將產品推向砂輪的速度。 機械化磨刀工具可讓您在幾分鐘內將直徑為 3-19 毫米的鑽頭帶入工作狀態。 螺旋鑽在帶有電動機和簡單進給系統的特殊或常規機器上進行磨削。這樣的機器可以在車庫條件下獨立組裝 - 無需購買專業機器;很多時候,鑽孔點的校直是用銼刀、磨石或圓來校直的。



保加利亞語
除了電驅動器本身之外,主人還需要一個用於夾持工件的虎鉗。
選擇砂輪的粒度,使得肉眼不可能看到由研磨金屬的玻璃屑顆粒留下的微槽。

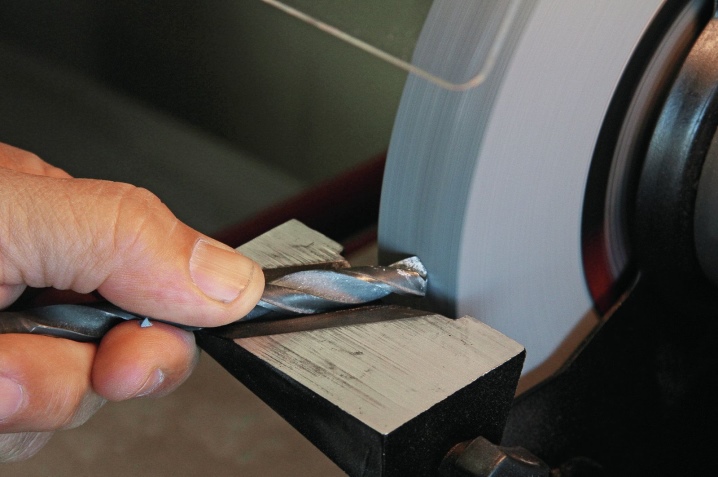
要使用研磨機研磨鑽頭,請執行以下操作:
- 將鑽頭垂直夾在虎鉗中;
- 研磨後邊緣以去除磨損跡象;
- 以 120° 角磨削工作邊緣。
不要讓鑽頭連續磨銳超過兩秒鐘。短時間包括從工作面上去除薄得多的小於 1 毫米的合金層。鑽頭已準備好再次工作。

壓酒機
磨床以其使用速度和機動性而著稱,但主人需要為轉動而付出代價,因為它有助於避免受傷風險。即使在磨床上加了保護罩,也有可能會出現圓圈破裂,工具會以每秒數千轉的速度短暫卡住。由於機器本身的剛性固定,磨刀器降低了受傷的風險。如果無法確定磨削角度,則可以使用塑料模板,在開始磨削之前將其應用於要車削的表面。為了防止支架偏到一邊,它用螺栓固定。 要在磨床上磨削鑽頭,請執行以下操作。
- 將鑽頭固定在支架中並打開機器。
- 以 120° 的角度將切削刃帶到砂輪上。
- 如果鑽頭上有凹口和坑洞,請從四面八方磨掉。它們破壞了產品和鑽頭的對齊,導致後者過度振動。
車削大直徑鑽頭時,由於總熱容量增加,鋼材過熱,從高速車削到普通車削,不適合鑽任何其他鋼材。


鑽頭附件
鑽頭上的噴嘴可讓您研磨金屬鑽頭。 這裡的行動方案如下。
- 在鑽頭上安裝用於常規鑽頭的適配器。在簡單的電鑽上,不太可能需要。
- 在孔中安裝所需直徑的鑽頭。
- 啟動鑽頭並在一側研磨鑽頭。
- 要轉動第二個切削刃,請從同一端用另一側轉動鑽頭。
鑽頭附件只會磨削稍微鈍的鑽頭。
切削刃上有坑洼和缺口的產品不能用鑽頭磨銳。
但是由於相對便宜 - 與其他工具相比 - 在噴嘴上車削鑽頭很便宜。




文件或文件
該銼刀不適用於加工高速鋼,其特點是與其他牌號和牌號鋼相比硬度增加。使用原石或金剛石塗層的石頭,用手很難保持所需的磨削角度。 使用電動磨刀器。

技術
為了磨削高質量的鑽頭,需要某些設備。 無論是小型鑽頭還是大型鑽頭,都沒有關係。 – 技術相同:主要工作由末端的切削刃執行,側螺旋刃對齊鑽孔,將切屑排入螺旋通道。

磨削鑽頭最簡單的方法是套筒,它的內徑與鑽頭本身的橫截面直徑相等。 套筒以所需角度剛性固定。選擇如下——鑽頭應清晰有力地進入模板,不偏離一個度數。如果鑽頭出現偏差,則切削刃將無法準確恢復,因此在工作時會“走動”。襯套可以用有色金屬管完成,其內徑等於最常見的產品直徑。

知識淵博的工匠為該設備配備了一根用不同直徑的鑽頭鑽孔的木條。
該模板包括一個方便的工具,便於將鑽頭供應到砂輪進行銳化,並且不允許產品向相反方向移動。製作棒材的木材類型越硬,角度設置就越準確:例如,主人使用橡木棒進給鑽頭,而在磨刀過程中鑽頭在其中的擺動被排除在外。 機器 - 例如,相同的磨石 - 可以自製:主要是磨石沒有居中,在操作過程中不振動。

正確的角度
角度值由鑽孔的鋼或其他金屬(或合金)的等級決定。 金屬或合金的硬度越低,銳角越大。 因此,對於需要鑽孔的鋼、鑄鐵和青銅工件,銳角達到 120°,對於塑料和鎂等軟鹼金屬 - 85°。


但是對於玻璃和瓷器,角度甚至更啞 - 135°,軟青銅和鋁合金也需要。
任何種類的木材都需要 130°。 對於不銹鋼,115° 就足夠了。事實是,容易屈服的金屬在短時間內形成更多的切屑,發生過度的摩擦,鑽頭的溫度越來越高。過熱會使它變鈍——即使是製造鑽頭的硬化鋼在加熱時也會釋放出來。產品的鋼材失去硬度並開始更快變鈍。

微調
您可以將可恢復的鑽頭帶回家使用特殊砂輪,該砂輪結合了高速鋼的粗磨和細磨。這些車輪包含相對較軟的填充物,可消除操作過程中形成的粗糙划痕、凹口和鑿痕。它們在不改變切削刃形狀的情況下被消除。這些圓盤放在磨床或鑽頭上,鑽頭夾在單獨的夾具或虎鉗上。 如果在圓形的幫助下加工變得粗糙,則使用旋轉的金剛砂輪對產品本身進行拋光。

考試
通過測量切削刃長度、尖端位置、鑽頭出口通道斜角和縱向邊緣角度的特殊模板可以快速檢查是否正確磨銳。

底切
如果主人有一個鈍的 10 毫米鑽頭,那麼產品從前緣一側被破壞。任務是增加切削刃的角度並減少前尖端的斜面,使橫向邊緣變窄。
後者將使工件上的金屬或合金在孔的中心更積極地刮擦。
這可以防止最小鋼粒從尖端加速報廢,這意味著它可以延長鑽頭的壽命,可以更快地鑽孔。 該產品額外以小後角研磨,減少了切割孔中的摩擦力。


建議
普通的鑽頭是用自己的雙手在簡單的磨刀器、帶大磨盤的鋸機、磨床或帶噴嘴的鑽頭上磨削的。但對於加冕的,可能需要一台特殊的機器。事實是 表冠有一個軸 - 主鑽,這是一個常規產品。 如果以簡單的方式磨銳,則表冠的鋸齒狀鋸齒狀邊緣將需要機器條件。錐形階梯鑽頭也是如此。

不要在沒有防護罩和防護屏的情況下磨削鑽頭 - 鋼屑的飛散對眼睛有害。對眼睛的多重傷害,它被芯片堵塞,很難提取它們。
在最壞的情況下,由於眼睛的鹹味環境中生鏽的鋼鐵中毒,一個人很容易失去它。 小心不要在沒有頭盔的情況下鑽入天花板 – 落下的切屑也會進入未受保護的眼睛。
選擇正確的底切角度。 太“傾斜”的鑽頭不會鑽鋼,太“陡峭”——木頭、鋁、青銅、鎂、塑料。錯誤的角度要么會導致鑽頭搖晃和孔移動,要么會卡住和斷裂。
不要用普通高速鋼鑽孔玻璃、瓷器、花崗岩、陶瓷、高強度粘土。 對於這些材料,有一個所謂的勝利。 Pobedite合金的強度明顯超過高速鋼。不要試圖鑽穿鋼化玻璃,因為它會立即破碎。
不要用簡單的金剛砂和玻璃化石圓磨削 Pobedite 鑽頭。 - 對於這些產品,有一顆鑽石,就像那些切割石頭、磚塊和硬化鋼的圓圈。以低速磨削鈣鈦礦鑽頭。

轉動時不要使鑽頭過熱 - 過熱的鋼將經歷回火併變得明顯更糟。它將不再是熾熱的或高速的(樂器)。
不要在水或其他冷液體中冷卻熾熱的鑿鑽 - 由於突然冷卻,它會被微裂紋刺穿。在第一次嘗試鑽孔工件時,產品會立即斷裂。
轉動時不要偏轉鑽頭。 稍有註意 - 至少在一定程度上 - 會導致轉動不均勻,會發生振動,破壞鑽頭本身並鬆開齒輪箱和鑽頭電機。
切削刃的長度彼此不同,最大可達 0.3 mm。車削小直徑鑽頭時會出現這種限制。

工作部分的長度不應小於一厘米。 如果鑽頭斷成兩半,部分切削區域被扔掉,則不要研磨鑽頭,其工作部分現在不到一厘米。
硬質合金釬焊鑽頭(例如,帶有金剛石塗層的尖晶石尖端)通過與由相同材料製成的實心鑽頭相同的方式進行銳化。
如何輕鬆磨刀,見下文。













評論發送成功。