選擇槍鑽

為了製造深度較大的通孔和盲孔,使用了所謂的大砲和槍鑽。用這種刀具製造的孔用於各種類型的零件,其長度相當大。例如,它可以是用於特定用途的曲軸或主軸。傳統的鑽頭不適用於此類任務,因此在工業生產的某個部分需要大砲和槍鑽。讓我們更詳細地考慮一下槍鑽、大砲和其他類型的特徵、GOST 和選擇標準。

特點
如果鑽孔的長度等於刀具的五個直徑,則可以認為這樣的孔很深。 深孔精密鑽孔是一個複雜的工序,其特點是勞動強度大,操作人員的專業性強。在鑽孔的過程中,切削工具在壓力作用下通過供應到鑽頭工作區域的特殊液體進行冷卻。
這種冷卻組合物是所執行工作的質量保證的組成要素之一。


用於精確深孔製造槍鑽 將其相對於工作表面正確定位很重要。 為了方便這個過程,使用了所謂的夾具套筒,它不允許刀具在操作過程中發生偏差。如果沒有這樣的襯套,您可以先鑽一個較小直徑的孔,然後用不同的鑽號將其擴大到所需的尺寸,從而擺脫這種情況。

槍鑽工具使 由高強度合金鋼製成.值得注意的是,這種切削工具的轉速是用於鑽淺孔的傳統鑽頭的轉速的10倍。切削工具用於在抽油機、噴嘴體或連桿上打孔。
使用長刀具時,通常很難去除鑽孔過程中使用的切屑,因此 鑽頭始終存在偏離其預期鑽孔路徑的風險。 這個工具的另一個特點是 它不能以最大速度旋轉, 如果刀具沒有浸入被它加工的零件的型腔中。這種疏忽導致切削工具的工作部分偏離給定軌蹟的事實,這是精確鑽孔所必需的。


種類
有以下類型的切削工具可用於製作深且非常精確的孔:
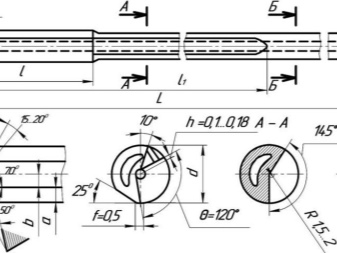
- 大砲 - 在工具的工作部分有一個以字母 V 形式製成的凹槽;有必要從孔中清除用過的金屬屑;
- 噴射器 - 該工具用於切割元件位於水平方向的機器;
- 步槍 - 配備硬質合金鋼板的選項,位於中間和主切割板上;
- 步槍 - 切割部件和表面由鋼和硬質合金製成;
- 步槍 - 其中硬質合金切削刀片通過焊接固定在主體上;
- 螺旋 - 有一個柄,它以圓柱形結構的形式呈現。


槍和大砲鑽孔工具是單刀選項。多虧了它們,您可以鑽孔,其直徑參數在 0.5 毫米到 10 厘米的範圍內。
在操作過程中,鑽頭會升溫,可以通過將切削液供應到位於鑽頭工作部分內部的特殊空間來對其進行冷卻。 帶有由碳化鋼製成的切削刀片的槍鑽和槍鑽具有錐形配置的工作柄。這種形狀將切削工具更精確地引導到要鑽孔的區域。

選擇標準
槍砲鑽具尺寸參數及技術特點 受 GOST 標準監管,據此,這些鑽頭屬於長系列產品。鑽頭只能在專為深鑽設計的特殊機器上使用。選擇鑽頭設計時,有必要考慮所需的孔參數 - 它的直徑和長度。 對於任務的定性性能,鑽頭的進給率以及其尾部的類型非常重要。


選擇鑽孔工具時要考慮的主要建議如下:
- 加工長度超過 400 毫米的孔時, 建議使用2個不同尺寸的鑽頭;首先需要使用尺寸為9.95×800mm的工具,然後用鑽頭擴孔,鑽頭尺寸稍大,為10×400mm;
- 如果在鑽孔過程中金屬會產生長型切屑,您需要選擇具有長且拋光凹槽的切削工具進行去除;
- 當需要加工軟金屬合金時,例如鋁,則應使用切割工具,其設計提供一個以 180° 角磨銳的切割刀片;
- 冷卻液中潤滑劑成分的含量必須在 不少於本組合物總體積的10%;
- 如果加工軟材料,則需要分階段達到鑽機的最大速度,這必須分 3 步完成;此外,孔也是分階段製造的——首先,用較小直徑的工具進行導向鑽孔,然後用所需尺寸的鑽頭擴大孔;
- 從一種鑽頭直徑更改為另一種鑽頭直徑時 尺寸,打開高壓切削液供應1-2秒即可停止刀具轉動;根據規定的參數鑽孔後,關閉鑽頭,停止向其孔中供應冷卻組合物。


為了選擇合適的鑽頭進行深孔加工,重要的是不僅要考慮其尺寸(等於孔的尺寸),還要考慮金屬合金的特性,以及鑽孔設備的類型。將進行工作。
必須以鑽頭的最低轉速開始工作,而從一開始就確保為其提供切削液很重要。


請參閱下文,了解如何使用 HAMMOND 槍鑽鑽深孔。













評論發送成功。