您需要了解的有關木材鑽頭的所有信息

筆形鑽頭可用於鑽出給定直徑的孔,是最受歡迎的工具之一,深受細木工、木匠和其他使用各種材料的工匠的歡迎。 鏟鑽具有高生產率係數,可讓您在工件上快速製作各種直徑的圓孔。 不僅可以在木製零件上進行工作,還可以用於處理石膏板、各種塑料、MDF 和刨花板。根據其結構,用於鑽孔的筆式工具具有呈桿形式的細長主體,在其末端具有擴大的切削尖端和小的錐形突起。



特點
木材筆鑽由工作體和尾部組成。鑽孔過程由工作部分精確執行,工作部分看起來像一個扁平但鋒利的小刀片。在刀片的末端,嚴格的中心,有一個小的錐形突起,用於標記工件材料未來孔的中心。 相對於錐形突起,鋼筆工具的擴展刀片具有位於其兩側的鋒利邊緣。
側刀片以一定角度銳化,其斜度向右傾斜。


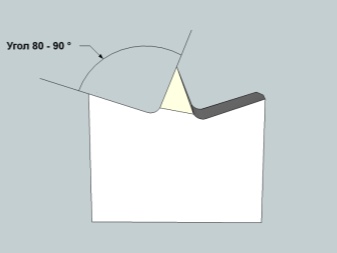
用於鑽孔的鋼筆工具可以用一個工作面或兩個切割面製成。 單面鏟鑽以75-90°角切削工件材料,而雙面刀具模型以125-135°角切削。

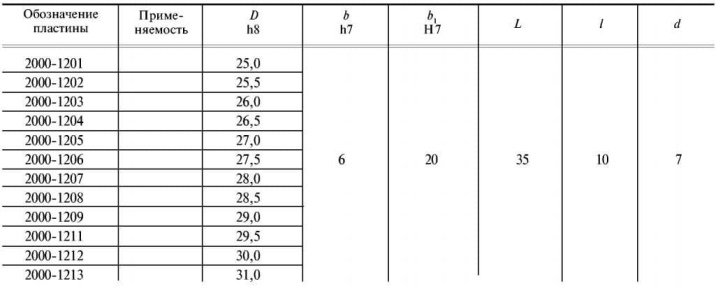
在筆式鑽頭的生產中,製造商遵守工作刀片寬度與其厚度之間經過驗證的比例。例如, 對於直徑為 5 到 10 毫米的工具,工作部分的厚度為 1 到 2 毫米。 直徑為 10 至 20 毫米的鑽頭的工作部分厚度為 2 至 4 毫米。如果鑽孔用鋼筆工具的直徑超過20毫米,那麼它的刀片厚度將在6到8毫米之間。



方面
在筆鑽的幫助下,可以鑽出直徑在 5-60 毫米範圍內的孔。要執行特定類型的工作,工匠會選擇特定的鑽頭尺寸,但如有必要,您可以購買最流行直徑的工具套件 - 這些是 25 和 35 毫米,以及 40、50 和 60 毫米。 這些參數最常用於解決與木工相關的各種問題,以及在家具或其他細木工產品的製造中。 如果要製造的孔的直徑大於 60 毫米,則需要使用另一種類型的切削工具 - 圓冠,因為在這種情況下,羽毛鑽將無法加工大於其直徑的區域.
沿長度方向鑽孔的筆形工具尺寸為150mm,在其端部,與工作部分相對,有一個六角形的桿體加工。
這使得可以將鑽頭固定在螺絲刀或鑽頭的夾頭內,以及使用特殊的六角適配器來執行鑽頭的可調節延伸。儘管設計簡單,但用於鑽孔的鋼筆工具具有許多積極的品質,並且在分配給它的任務方面做得很好。


處理選項
在選擇打大孔的鑽頭時,專業木匠和喜歡用自己的雙手製作木製品的人會根據他們需要打的孔類型來指導。 由木材或塑料製成的毛坯中的孔有以下類型。
- 通過 - 即孔穿過工件材料的整個厚度。各種螺紋元件插入這些孔中。它可以是螺柱、螺栓。此外,如果不製作通孔型,就無法安裝門把手或鎖具。此外,穿孔還廣泛用於家具結構的生產。

- 聾 - 孔只穿過材料中的一定深度,而從工件的反面沒有出口。盲孔用於安裝門鉸鍊或用於家具產品以安裝內部門開閉系統,以及安裝把手或鎖。

在某些情況下,鏟鑽可以替代圓盤刀,圓盤刀也用於製作大小直徑的孔,但與鑽頭不同,它的成本要貴幾個數量級。
如果工作是一次性的,並且鑽頭的直徑適合所需的孔直徑,那麼購買昂貴的設備是沒有意義的,因為您可以使用價格實惠的鋼筆工具進行鑽孔。
筆鑽適用於電鑽和無繩螺絲刀,只需夾入這些工具的夾頭即可。

選擇技巧
在現代五金店中,有大量的筆鑽型號可供選擇,根據產品的質量,製造商的品牌和成本各不相同。 選擇此工具時,您需要注意以下最重要的參數。
- 形式相稱 - 相對於中心錐形突起,鑽頭的工作部分有兩個鋒利的刀片。產品的兩個部分必須對稱並以相同的角度銳化。檢查工具是否與包裝上標明的鑽頭直徑相匹配會很有用,對於中國製造的產品尤其如此。
- 銳化質量 - 鑽頭切削刃的工作部分必須刃磨良好,無刻痕、碎屑,並符合技術標準。鑽頭在生產條件下自動磨銳,看起來非常均勻。
- 存在缺陷 - 應仔細檢查購買的工具是否存在隱藏缺陷,這些缺陷可能存在於產品的工作表面和核心體上。本廠生產的鑽頭無變形、無划痕、無碎屑、無擦傷、無鏽跡。


為了不犯錯誤選擇用於鑽孔的鋼筆工具併購買真正高質量和可靠的產品,專家建議注意它所含金屬的顏色。最耐用的鑽頭的金屬具有豐富的深色,這是材料在用熱蒸汽處理其表面的過程中獲得的。
這種硬化強化了鋼合金,使其更能抵抗機械應力。
如果鑽頭帶有鋼製深銀色陰影,則表明該工具未經過額外加工,這意味著它對機械應力的保護較少,並且其硬度低於深色對應物的硬度。

一些筆鑽工具具有明顯的金色金屬色和閃亮的表面。 當您看到這樣的工具時,您應該知道製造商使用氮化鈦剝落塗層對其表面進行了處理。 這種塗層顯著延長了鑽頭的使用壽命,同時在操作過程中保持其切削性能,鈦保護鑽頭表面免受機械損傷。鈦刀片鑽頭可以使用特別堅固的材料,在其中鑽出給定直徑的孔,而不必定期調整或破壞鑽頭 - 與由無塗層鋼製成的傳統刀片鑽頭相比,這樣做的頻率要低得多合金。


操作規則
為了在使用筆鑽進行工作時獲得最大效率並延長其操作時間,必須遵守以下規則。
- 在木質表面鑽孔應以低速鑽頭進行,速度不超過 300-450 rpm。應遵守規則 - 鑽頭直徑越厚,其轉速應越低。這種方法可以讓您獲得更好的結果並避免鑽頭變形。
- 要使用筆鑽進行工作,最適合使用電鑽,它具有調節功率的能力,而螺絲刀不能總是為鑽頭提供所需的力和旋轉速度。
- 如果鑽頭的標準長度顯然不足以在難以觸及的地方打孔,則需要為此使用專門設計的適配器,該適配器固定在電鑽的夾頭中。
- 在開始鑽孔工作之前,仔細測量工件工作表面的截面並標記鑽頭的工作位置,即安裝其錐形突起的點 - 這將是鑽頭的中心工具工作時正在執行的循環。此外,鑽頭必須相對於工作平面安裝,僅保持 90° 的角度。
- 建議以電鑽的低速開始鑽孔過程,隨著鑽頭深入工件材料逐漸添加它們。向鑽頭添加 RPM 將有助於鑽頭更輕鬆地切割材料並防止鑽頭電機過熱。當您注意到鏟鑽已到達工件材料內部所需的深度時,必須停止鑽孔過程。


工件上的孔打好後,在其壁龕內,如果不通過,就會以切屑的形式收集大量的材料廢料。
它們需要被刪除,最好不僅在整個工作週期結束時這樣做,而且在它們的實施過程中也這樣做——一旦你注意到已經積累了很多籌碼。
為此,停止鑽孔,從孔中去除切屑,然後將鑽頭再次浸入形成的凹槽中並繼續鑽孔至所需的深度水平。


如何銳化?
像任何工作鑽一樣,鋼筆工具需要不時磨尖,因為在鑽孔過程中,該產品工作部分的刀片會變得明顯變鈍,不再能打出整齊的孔。 這可以在不使用複雜技術的情況下完成 - 使用普通平銼或使用帶砂輪的小型機器來磨削筆形鑽頭。 在車刀的過程中,重要的是要保持切削刃的角度,以及鑽頭工作部分的刀具形狀。此外,重要的是將該位置嚴格保持在工具的中心,其錐形凸台。

事實是,錐形部分的任何偏差都將不可避免地導致這樣一個事實,即在執行工作過程中,這種鑽頭所鑽的孔的中心將被破壞。
如果在工作中,鑽孔筆工具嚴重變形,那麼如果沒有特殊設備,您將無法完全恢復其幾何比例。因此,如果您手動編輯鑽頭,花費在該過程中的時間和精力將不會收回成本——這樣的工具不再適合工作,將不得不丟棄。 筆鑽的成本並沒有那麼高,因此在這種情況下,最簡單的方法是為自己購買新產品。


有關 Irwin Blue Groove 品牌的概述,請參見下文。













評論發送成功。