如何選擇鑽孔絲錐?

現代發展為市場帶來了越來越多的新工具,這些工具可以提高生產力並加快生產步伐。組合設備將兩個或多個操作組合成一個。在這些創新中,有許多切削工具。 除了鑽孔絲錐之外,還有許多其他組合:
- 沉頭水龍頭;
- 輕按;
- 鉸刀抽頭;
- 埋頭孔鉸刀絲錐。
這些類型的工具廣泛用於機械工程和其他需要復雜形狀和螺紋孔的行業。

這是什麼?
鑽頭絲錐屬於組合式切削工具。該工具將兩種技術操作合二為一。 鑽孔和用絲錐鑽切螺紋同時發生。
用於鑄件、鍛造、沖壓等沒有現成螺紋孔的場合。
在這種情況下,攻絲鑽可節省每次操作單獨所需的時間。 在大規模生產中,組合工具可實現操作流程的現代化、提高生產力並縮短實現結果的時間。減少了專用設備的數量,從而降低了產品成本。


種類
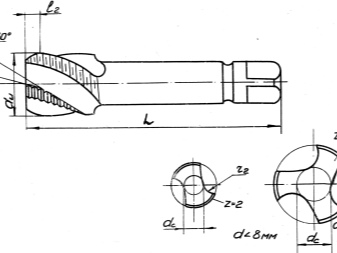
漸進式刀具有多種組合,而且數量還在不斷增加。因為 這種鑽頭同時用於鑽孔和螺紋加工,則該裝置由兩部分組成。 第一個是鑽頭,第二個是水龍頭。這種組合儀器有 2 種類型。
上述類型用於鑽孔和獲得具有寬螺距的螺紋。 這種操作是在厚度很小的金屬上進行的。在這種情況下,對螺紋的精度要求不高,孔是打通的。在這種情況下,鑽頭的長度為第二級 - 絲錐的 2-2.5 倍直徑。

裡加設計師開發了另一種組合式絲錐鑽頭。 這種比第一種強很多,指標也更準確。它可以切割更細的螺距螺紋,提供高質量的工作。鑽頭的步距是鑽孔段長度的一倍半,螺紋可以大轉小轉。
鑽頭後的第二步以相同的螺旋形式製成,並輔以切割金屬的齒,用作絲錐。 以一定角度佈置的工具帶增加了其在操作過程中對過載的抵抗力。在這種情況下,切屑的去除更加自由。

該工具需要符合高速進給模式,這意味著要及時降低螺紋加工所需的速度。
不同類型的組合鑽頭之間的顯著差異在於鑽頭部分的結構。.這部分以經典形式進行 - 螺旋鑽。當輔助面的背面做成圓柱體形式時,成品孔擴大。該工具可以帶或不帶跳線。
這種形狀減少了沿軸的應力,從而延長了刀具壽命。缺點是製造和磨刀困難。

另一種類型的鑽頭是反向內錐。 這種方法有助於在工作流程中使鑽頭居中。工作後,鑽頭會留下一個錐形標記,然後在穿線時將其切斷。採用鑽孔的成型形式,鑽孔各種高度和角度的端部倒角。一個明顯的優勢是您不必使用額外的工具,將時間花在兩個操作上。
當然,缺點是鑽帶負荷大,操作時間長。


由於幾何形狀選擇的複雜性,這種模型也難以製造。它的任務是銳化倒角和鑽孔。
製造商生產可拆卸和一體式組合鑽頭。這種工具可以切割左右螺紋,它由各種金屬製成。
儘管有明顯的優點,但該工具也有相當大的缺點。 這是一種低質量螺紋,在機器的卡盤中具有剛性固定。與難以加工的金屬相互作用時難以設置 - 軸向進給必須與給定螺紋的螺距完全匹配。

選擇標準
配合槽之間的標稱名稱和距離將幫助您正確選擇絲錐鑽頭直徑。 為了確定螺紋孔的尺寸,有一些特殊的表格可以很容易地選擇工具。 確定尺寸的參數是轉彎的方向、類型、間距和形狀。
尺寸和公制值的所有參數均由 GOST 19257-73 規定。 對於這些計算,專家使用卡尺。除了piece之外,還有成套的鑽絲錐在售,非常方便。


以下視頻中的 Aliexpress 網站上的攻絲鑽概述。













評論發送成功。