關於車床你需要知道的一切

如果沒有車床,就不能非常精確地對零件表面進行車削、磨銳、平整。 手工工作將花費數倍的時間。

這是什麼?
該車床可加工木材、複合材料以及金屬及其合金。 該機床可對球面、圓柱、圓錐等零件進行小電流、高精度的車削。 車床切割外螺紋和內螺紋的速度比大師用手動模具或絲錐快幾倍,切割和倒圓零件的末端,為產品鑽孔和埋頭孔,並鉸孔技術孔。

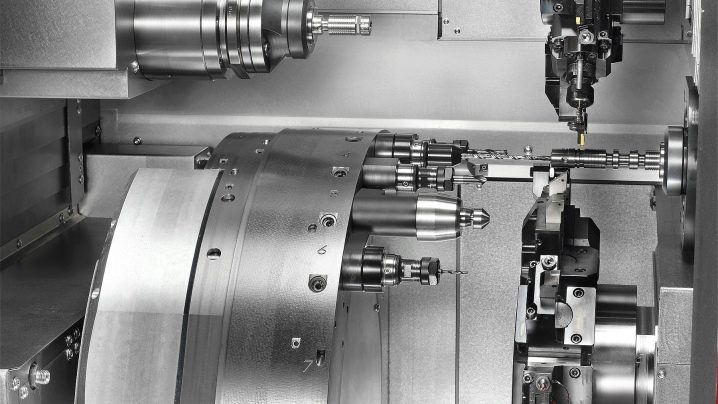
該機器由以下部件組成:框架、帶主軸的驅動裝置(功能單元還包括前後主軸箱)、卡鉗、齒輪箱、齒輪箱(如果設備是間接驅動的)、機電或電子控制設備(一個或多個控制電路基於單板或盒式模塊化結構使用),帶有按鈕和開關的遙控器。 CNC 模塊將零件生產投入生產,將人為因素降至最低。


外觀歷史
製造原始機床的嘗試可以追溯到遠古時代。直到最近,以大規模工業化為標誌——首先是在西方國家,然後是在蘇聯——機床還是相當原始的。 它們不適應大規模生產。 製造用於磨刀和匕首的機器的嘗試並非不成功:早在公元前 4 世紀。 e.中國人使用的設備可以提供相對均勻的刀片。

機械支撐作為一種更有效的機器控製手段僅在 18 世紀初才出現。當時的機器有一個切割刀架,手動移動,緊貼正在加工的工件。切割螺釘和螺栓螺紋被認為是一項高科技技能。
機械化設備直到 20 世紀初才開始廣泛使用。 電動機消除了在此類機器上使用馬匹牽引力和可燃燃料的需要。
在蘇聯時代,16K20 組的車床以及 1K62 設備得到普及。
蘇聯機床是強大、可靠、耐用的設備,在適當保養和更換耗材的情況下,可以使用長達 150 年(取決於操作規則)。

種類
車床已經達到了一些物種多樣性:木工和石工、金屬加工、玻璃和復合材料加工機器等。 一個單獨的品種是裝飾性車床,例如,它允許獲得具有圓形設計的門把手。

下表列出了特定類型的機器。
螺紋車床適用於黑色金屬和有色金屬的加工。 它車削錐形零件,切割公制、英制、模塊化和螺距螺紋 - 專為小規模生產而設計。 16K20 單元就是這樣。丝杆車床有三級精度:P-提高,H-普通,B-高,A-超高,C-超精密加工。


對於車削和旋轉產品,旋轉軸垂直放置。 這台機器切割圓柱形和圓錐形零件,修整端面和凹槽面。由於現代化,可以根據複製源轉動成型表面,並切割和研磨簡單的產品。


當轉動大直徑和縮短的零件時,會顯示正面(正面轉動)機構 - 它會正面轉動它們。 適用於精加工長度較小且重量超過一噸的縮短部件。如果驅動器上的負載增加,並且零件的卸載非常複雜,那麼頭戴式機器將被車床取代。

轉塔車床從校準棒、孔、鑽頭、埋頭孔、鉸孔車削成型部件的零件,從外部和內部切割螺紋。 它配備了複印機和CNC模塊。


自動縱向車床將冷軋棒材、異型鋼和線材車削零件。 可大規模加工黑色金屬和有色金屬,可配備兩個或多個錠子。
車銑複合機配備換刀裝置。 它結合了適用於廣泛應用的簡單銑削和車削活動。


按精度等級
高精度機器設計用於精加工,低精度機器設計用於粗加工。 根據運動學方案,最初命名的單元配備了以任意順序製作凹槽的刀具,而低電流單元僅對錶面進行預切割和研磨,例如,可以製作球形或蛋形立方體的一部分。
按重量
便攜式低功率機器重量不超過幾公斤。輕鬆攜帶和運輸到另一個車間。大型機器 - 落地式設備:有一個單獨的桌子或支架,方便工作。 產品重量從幾十公斤到噸。

按自動化程度
部分自動化機器僅具有保護性關閉功能 - 在電機和變速箱過熱時。 除了數控模塊 (CNC) 外,全自動設備還配備了取景器的安全阻擋裝置,例如:在車間沒有照明的情況下,主人的手危險地靠近工作區域.

通過生產系統的靈活性
例如,如果機器“可以”轉動圓柱形和圓錐形零件,但“不能製造球形零件”,那麼這種機器在重新成型生產方面不太靈活 - 無需購買功能更齊全的單元。
大多數現代機床可以磨削任何形狀的零件和毛坯,進行簡單的藝術切割和車削。

這種重新定位不僅適用於和平活動。 於是,列寧格勒和莫斯科的造船企業開始生產T-34坦克,這些造船企業在衛國戰爭之前生產蒸汽船和破冰船的零部件。這是因為燃料發動機的零件在軍事法庭和坦克中都使用過。
特殊用途
車床,無論其分類如何,都可以針對特定生產進行定制。例如,一個製造重複鍵的單元配備了用於常見尺寸和構成通道鍵代碼的代碼凹槽設計的特殊刀具。 為了讓複製品準確複製原始鑰匙的代碼,車工將這把鑰匙放在工作區域 - 並將刀具暴露在其代碼間隙下。 然後主人插入一個新的空白而不是原始密鑰 - 並在其上研磨相同的代碼。


當然,主軸驅動器不僅可以製作鑰匙,還可以製作食品級不銹鋼的叉子——您只需更換其上的切割工具,即可製作餐具。
製造重複鑰匙的叉車機不太可能轉動,例如汽車化油器的替換零件,例如閥門。
這將需要對該裝置進行更深入的重新裝備。


通過普遍性或狹隘的焦點
一個典型的例子:用於磨針、磨刀、磨可重複使用的剃須刀片和手術刀的機器不適用於轉動木質和復合材料門把手、鎖件和塑料窗戶的防盜配件。 用於生產齒輪的機器將處理室內和手腕機械時鐘、節拍器和計時器的車削零件,但無法在其上車削化油器汽車發動機的備件。 上述所有示例均指的是狹義的機器。

通用機器具有高功率、平穩的速度控制,並且可以同樣成功地用於磨削鑽頭、磨削醫用手術刀以及用於轉動齒輪箱和手錶機構的零件。 更昂貴的型號同時配備多個主軸,每個主軸都有自己的設備。 這種方法適用於通用工匠,當某些類型的產品發生危機時,他們會重新分配到目前需求量更大的完全不同種類的物品和零件。


最好的製造商和型號
在蘇聯的機床中,值得一提的是16K系列。 16K20 型用於基本車削,無論被加工零件的複雜程度如何。 在更現代的模型中 - 2021 年 - 展示了以下模型。
-
螺絲刀 DMTG CDS6250B/1000 - 網絡消耗的功率為 7.5 千瓦,電源來自 380 伏的相間電壓,重量為 2170 公斤。設計用於加工鋼、鑄鐵和有色金屬零件。營業額 - 每分鐘 2500。


- 通用單元 DMTG CDS6250B/1500 對於車削和螺紋切削工作,它以 2240 轉的頻率運行,重量 - 2310 kg,其他參數相同。

- 萬能機CDS6250B/2000 - 最接近 16K20 的類似物。大多數金屬加工工廠和汽車服務公司都要求使用黑色金屬。

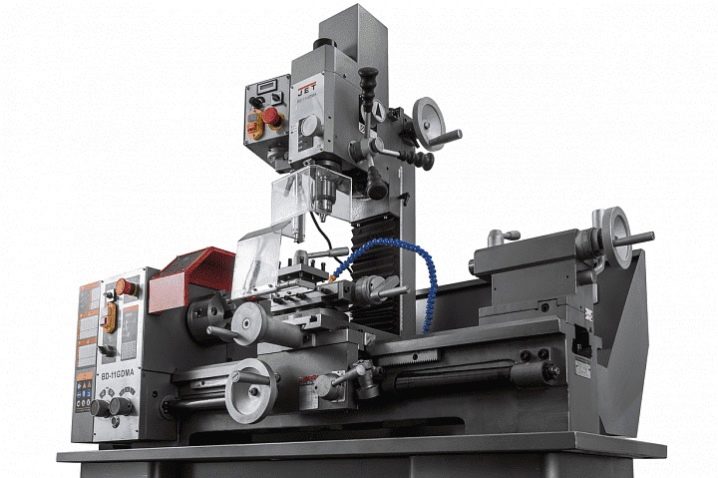
- JET BD-11GDMA - 車削和銑削設備。 Turnover - 2000,在一個簡單的單相 220 V 網絡上運行,重量只有四分之一噸。
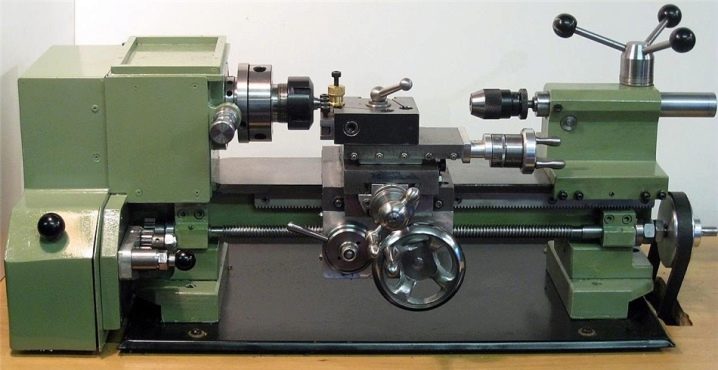
- 型號 WM180V - 2500 rpm,600 W,重量 - 60 kg。專為初學者設計,適用於有色金屬、複合材料和塑料。適合在家或學校工作的勞動課。

用戶選擇一種設備,使他們能夠根據可用預算解決大多數最需要的任務。
配件和備件
在維修和修理機器之前,熟悉需要更換的主要部件列表是很有用的,因為它們可以計算出它們的資源。
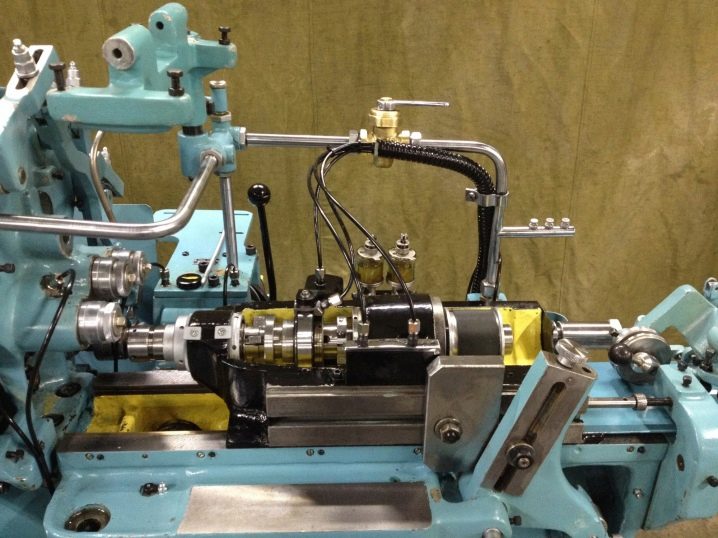
驅動器固定在框架上 - 帶有主軸的發動機,前後主軸箱與之結合。 主軸允許您將刀具(鑽頭、刀具、平刀)固定在所需的角度。
一台經過全面調整的機器,配備特別堅固和堅硬的刀具,並定期、系統地潤滑,用薄板切割鋼材 - 就像廚房刀切割冷凍黃油一樣。

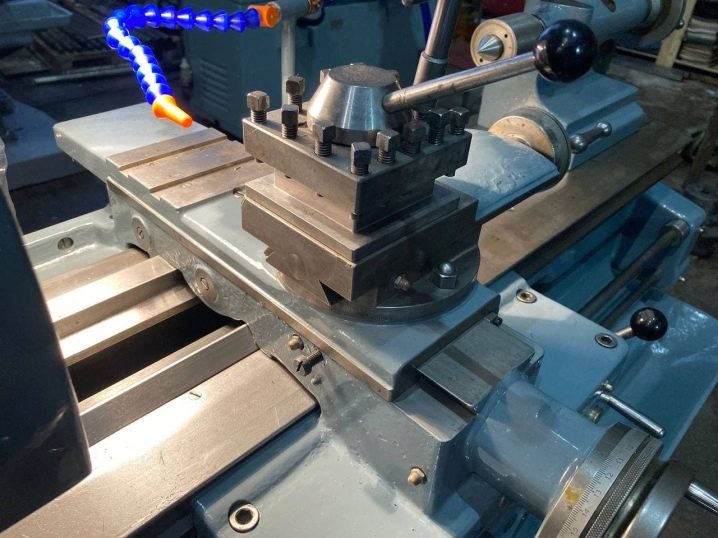
與驅動器配套使用,用於機器初始安裝的組裝套件包括一個支架、一個圍裙、用於切換速度的塊、進給和一個控制面板。 功能齊全的自動機器還配備了“大腦”——CNC 單元。 以上所有節點都固定在設備的框架上。指南(所謂的。sled) 允許您在一定的投影範圍內嚴格移動工件,不允許它任意偏離,這將立即導致整個工件的損壞。刀架(主軸卡盤)牢固地固定刀具,用於根據工件圖紙切割金屬和合金。

選擇技巧
選擇時,主要關注您的接線可以承受的功率。 在選擇消耗超過 3 kW 的機器時,需要將 16 安培的機器更換為 25、50 或 100 安培的機器,並更換吞吐量峰值功率超過 3.2 kW 的儀表。
剛剛掌握機床生產基礎知識的初學者選擇性能較低的機器:在這裡重要的是,購買一台投資超過數万盧布的設備不僅僅是為了愛好,但理想情況下會得到回報 - 帶來比支出項目高幾倍的收入。
如果您忙於對工件進行精細加工,那麼您將需要一個功能更豐富但功能並不總是非常強大的設備。
重量超過一噸的機器可能需要在安裝它的房間內加固基礎。兩噸以上重量的普通木地板在開工後的幾週或幾個月內就會坍塌。
工作特點
來自發動機的扭矩通過變速箱(在變速箱上切換速度)傳遞到主軸,然後在主軸箱的幫助下從主軸傳遞到刀具。 刀具的運動由導軌控制,導軌將工件裝載到工作區域。

切割金屬、木材和木材、複合材料和玻璃的機器,按其分類及其結構,是一種具有相對精密力學的設備。 在操作過程中,不應不必要地振動、敲擊、左右抽動——這會使被加工零件的質量惡化數十次。固定刀具的驅動器和主軸在理想情況下工作清晰,實際上排除了發動機和變速箱的錯位。理想情況下,刀具應始終鋒利。

如果儘管機器具有可維護性和性能,但切割質量仍然很差,不准確,則必須將刀具磨銳,拉直,並在必要時更換新刀具。
維修的細微差別
車床故障可能包括以下內容:
-
外殼有裂紋、碎屑、螺紋連接失敗、不平直和違反幾何形狀;
-
軸會隨著時間的推移而磨損,它們的定心受到干擾;
-
法蘭可能無法緊密配合,並在部件固定點的孔中出現裂縫和碎屑;
-
齒輪的區別在於齒磨損和“蛋”的存在,由此出現了傳動元件的徑向跳動;
-
絲槓和軸有螺紋磨損和相鄰表面變薄。

當具有摩擦表面的部件磨損時,將進行定期維修。 這是更換發動機的軸承和刷子,清潔和潤滑摩擦單元和機構。大修——主要是更換軸和齒輪,修復車架損壞或更換其故障部件。













評論發送成功。