關於車床夾頭

沒有機床的改進,金屬加工行業的快速發展是不可能的。它們決定了研磨速度、形狀和質量。
車床卡盤牢固地夾持工件,提供所需的夾緊力和定心精度。 本文討論了有關選擇的主要細微差別。

特點
本產品用於一般和特殊用途的機床上,將工件固定在主軸上。 這提供了強大的夾持力和高扭矩的高夾緊力。


種類
現代市場上出現了大量用於車床的卡盤:皮帶式、氣動式、膜式、液壓式。所有這些都根據以下四個標准進行分類。
根據夾緊機構的設計
根據這些參數,車床卡盤分為幾種類型。
-
引導墨盒。 此類產品最簡單,用於中心加工。如果側面需要磨尖,請選擇帶有鋸齒或銷釘的選項。
-
自定心螺旋.
-
槓桿.這種類型的特點是存在由液壓驅動器驅動的連桿。該產品在小型工業中的需求增加。
-
楔形導軌.它類似於槓桿,但具有更高的定心精度。
-
夾頭.這種裝置只能以小直徑棒的形式固定樣品。儘管通用性有所降低,但由於其徑向跳動低而廣受歡迎,這對質量有積極影響。
-
鑽孔 - 將鑽頭與機器連接。
-
收縮夾頭.它與夾頭在同一台機器上使用,但需要收縮配合。
-
夾頭裝置的替代方案是液壓氣動卡盤。 車床卡盤在流體壓力的作用下夾緊刀具,因此牢固夾緊刀具所需的力較小。


讓我們仔細看看一些流行品種的結構和特點。
夾頭
一個重要的角色是一個金屬套,分為三股、四股或六股。它們的數量決定了固定產品的最大直徑。
按設計可分為進料夾頭和夾緊夾頭兩種。它們由一個帶有三個無孔切口的硬化鋼套筒組成,其末端相互壓在一起形成一個花瓣。彈射器夾頭是彈簧加載的,數量因型號而異。

隨著夾頭在卡盤中前進,凹槽變窄,增加了閂鎖和工件的夾持力。
出於這個原因,這種類型的卡盤通常用於精加工已經加工過的工件。如果工件的類型與夾頭的形狀不匹配,工匠會使用可互換的刀片。

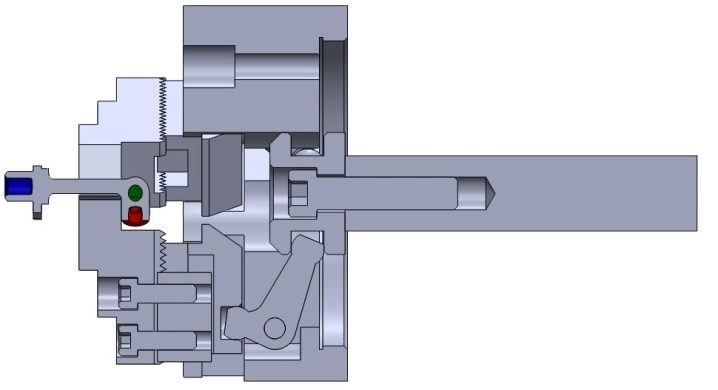
槓桿
該設備設計的中心位置是一個驅動支架和夾具的兩臂槓桿。 它們每個都有不同數量的凸輪。此功能允許您處理具有復雜幾何形狀的零件。車床卡盤需要更多時間進行輔助工作,從而降低了生產率。但是,它是小工廠一次性生產的合適工具。

這種機器可以用扳手調整(同時移動凸輪).每個部分的位置也可以獨立調整。
工件裝夾後,通常選擇槓桿式產品進行粗加工,因為最輕微的間隙會影響未來零件的形狀。
楔
車床用楔形卡盤是槓桿式設計的更高級版本。幾個獨立的致動器用於調整夾具的位置。因此,具有復雜幾何形狀的工件可以在任何方向上夾緊和旋轉。 除其他事項外:
-
可以加工誤差小、形狀精確的產品;
-
對每個凸輪施加均勻的力;
-
高速高質量固定。


然而,這大大增加了設置的複雜性和工作前的設置時間。在許多情況下,車床夾頭具有適用於 CNC 設備的特殊夾頭型號。
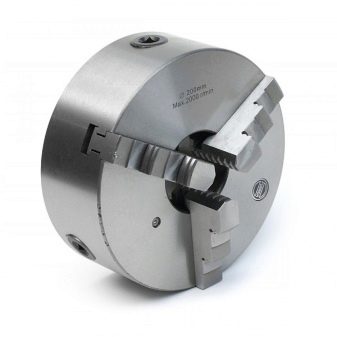
按凸輪數量
以下項目的需求量最高。
-
兩爪.這種彈藥筒在一側有兩個圓柱體,在夾爪之間有一個螺釘或一個機械傳動裝置。如果間隙向工件移動,中心軸也將移動。
-
三爪.它們由齒輪傳動裝置驅動,讓您無需耗時的重新調整即可快速修復零件。使用錐形或圓柱形台肩進行定心。
-
四爪.它用螺釘固定並且完全自主,它們的軸在圓盤的平面內。這種類型的車床夾頭需要小心地對中。
-
六爪.這種彈藥筒的破碎力低,壓縮力分佈均勻。凸輪有兩種類型:內置凸輪和組裝凸輪。它們不是很受歡迎,您只能通過預訂來購買它們。


按夾具類型
卡盤凸輪分為正向凸輪和反向凸輪。這對性能幾乎沒有顯著影響。
這可能是最流行的設計。該機構的操作是使用兩臂槓桿移動凸輪和夾具。


按精度等級
總共有 4 類準確度:
-
h 是正常精度;
-
p - 增加;
-
b - 高;
-
a——特別是高精度。

根據應用,可以選擇夾爪體的材料:
-
鑄鐵≥sc30;
-
鋼≥500 MPa;
-
有色金屬。

方面
共有 10 種標準車床卡盤尺寸:8、10、12、16、20、25、31.5、40、50 和 63 厘米。


製造商概述
德語在現代市場非常流行。 羅姆 和波蘭語 野牛, 它還擁有生產技術設備、工具和機器部件的工廠。儘管它們非常昂貴,但現在生產任何沒有車床卡盤的東西都是不可想像的。


白俄羅斯製造商 Belmash 的墨盒在獨聯體也很受歡迎。

選擇時要考慮什麼?
不正確的設計會導致缺陷產品和機器故障的數量增加。 根據GOST,連接時應考慮以下幾點。
-
主軸上的安裝方式。 定心帶、法蘭、凸輪夾和旋轉墊圈可用於緊固。
-
有頻率限制.考慮車床卡盤的最大運行速度。
-
卡爪數量、卡爪類型(滑動式或組合式)、硬度和夾緊方法、運動類型 - 所有這些都決定了夾具的性能和重新配置所需的時間。

自己怎麼做?
提前考慮如何將產品固定在機器上,如有必要,製作或購買螺紋套筒。 之後,您可以繼續。
-
在現有板上,標記一個圓和兩個通過其中心並以 90 度角相交的軸。
-
沿著標記用豎鋸切出前面板,並打磨好。
-
沿所得軸線在距中心幾厘米處和距邊緣兩到三厘米處切割凹槽。
-
將角鋸成四個相等的部分,並在每一側用相同大小的鑽頭鑽一個孔。
-
在第二個角條上切一個 M8 螺紋,然後擰入螺栓。
-
安裝螺紋襯套以進行軸安裝。
-
用螺絲和墊圈將支架連接到前面板。
-
最後一步是將卡盤安裝在車床上。
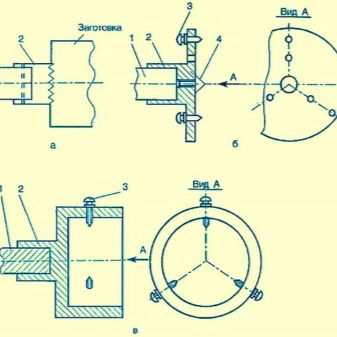

為了將工件固定在這種自製卡盤中,通過擰緊螺母移動和固定角度,最後用擰入螺紋的螺釘夾緊工件。
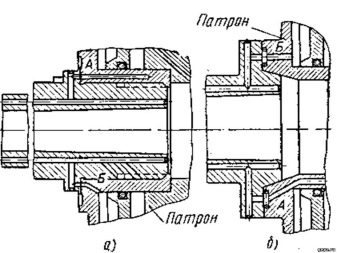
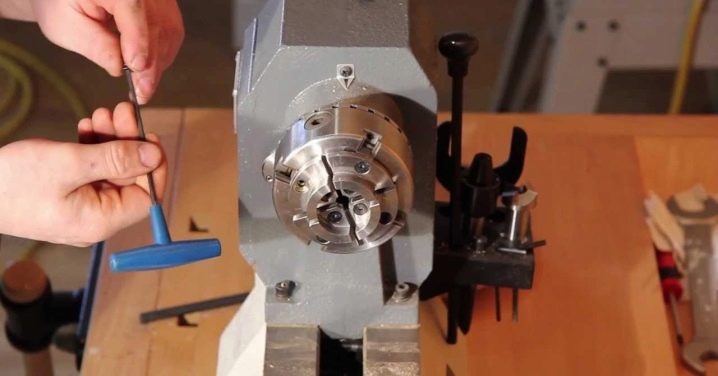
如何正確安裝和拆卸?
該機器可以配備螺紋或法蘭卡盤,這完全取決於其尺寸。第一種可用於微型機器。螺紋夾頭不是很重,所以組裝不是問題,只需將螺紋部分對齊並將它們擰在一起。這可以由一個人完成,無需使用工具。
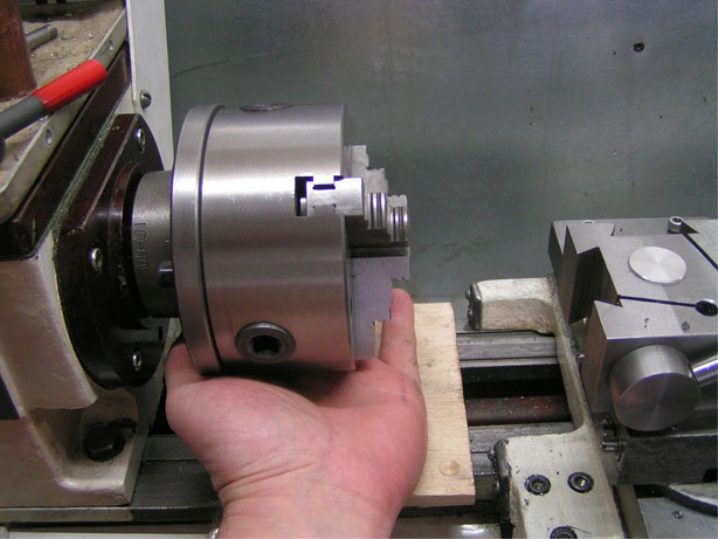
法蘭版本的墨盒重量可能超過 20 公斤。 最受歡迎的類型是安裝在主軸下方的旋轉墊圈。


安裝分幾個階段進行。
-
首先檢查卡盤和主軸的狀況,並修復任何故障。 主軸跳動不應超過 3 微米。
-
汽車進入空檔.接下來,將墨盒安裝在安裝底座上。現在我們需要使墨盒居中。
-
將卡尺安裝到主軸上,距離約為 1 厘米,將螺柱與法蘭上的孔對齊。 然後尾座被送入卡盤,導軌在夾爪之間的整個長度上運行,然後被夾緊。
-
在下一步中,將墨盒安裝在主軸上(銷插入法蘭孔中)並伸出套筒 - 可移動的主軸箱襯套。
-
然後打開凸輪,縮回尾座,擰緊螺母。 工作結束時,檢查端面的跳動。

接下來,考慮如何拆卸自動木工機的卡盤。
-
預先拆下凸輪後,將導軌相對於卡盤盡可能靠前。 裝上尾座。
-
然後將卡盤固定到位的螺母一一拆下。 為此,必須將變速桿設置為最小旋轉,以防止改變卡盤的位置。
-
鬆開第一個螺母后 將操縱桿轉至高速, 並將卡盤旋轉到正確位置。
-
收回羽毛筆和 慢慢地將卡盤從主軸法蘭上鬆開。
-
如果墨盒很重,則必須將其放置在某種支架上, 然後鬆開凸輪,並從插座中取出導板。就這樣,工作完成了。
遵守設置和操作機器的規則,保證了工件加工結果的質量,並確保機器長期不間斷運行。
操作提示
正確使用車床意味著以下幾點。
-
定期清潔 設備和定期排屑將有助於最大限度地減少停機時間、故障和車削浪費。如果沒有系統地進行維護,設備故障會急劇增加,耐用性會降低,生產成本會增加。
-
為避免設備故障, 定期檢查工作工具的切削刃和背面的狀況及時銳化或更換鈍的工具。
-
所有必要的組件如油、冷卻液、工具、車床附件和緊固件, 必須具有適當的質量和指定的品牌。
-
更換有缺陷的零件和工具, 解決簡單的問題。













評論發送成功。