所有關於 EDM 機器

手動處理結構密集的材料是低效的,因為它需要大量的勞動力並且不能保證高精度。在可以在某種程度上或完全(取決於類型和型號)自動化工作的單元中,電腐蝕 (EE) 機器。儘管它們具有獨特的功能,但它們並不為人所知,這將它們與機器園區中的大多數“同事”區分開來。 我們將在介紹的材料中討論電腐蝕單元的可能性、操作原理和應用領域。

裝置及工作原理
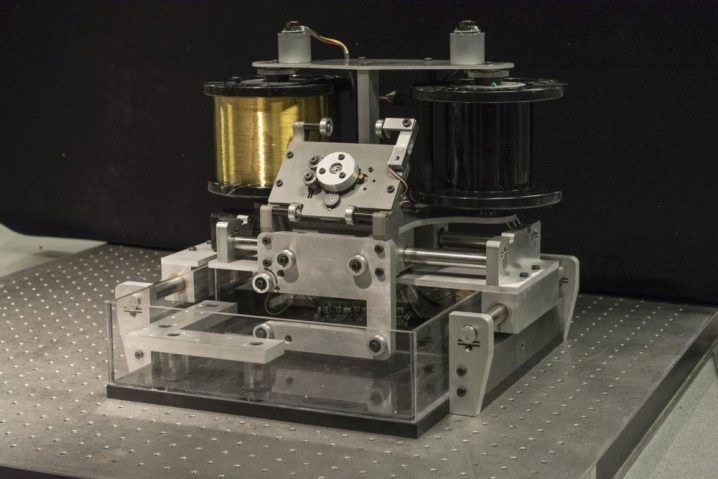
用於金屬電火花加工 (EDM) 的現代單元在其結構中包含多個節點。
-
鼓後衛。
-
鋼絲鼓。
-
工作台(可移動)鋼絲捲筒。
-
限位開關用於設置繞線在滾筒上的應用,以及用於切換旋轉方向的鍵。
-
底部和頂部的冷卻液供應調整。
-
單元控制面板。
-
機器的電氣設備。
-
該單元的錐形支撐可根據高度進行調節。
-
鑄鐵底座。
-
安裝孔。
-
用於垂直提供上袖的輪子。
-
柱子。
-
照明燈。
-
一種允許您傾斜電線的設備。
-
下套筒包括 2 個導輥和 1 個硬質合金電極。
-
防濺桌面防護罩。
-
頂部套筒包括 3 個導輥和 2 個硬質合金電極。
-
提供桌面的輪子。


考慮電腐蝕裝置的工作原理。
被監控的設備根據所謂的金屬產品和坯料受控破壞的方法進行操作,方法是將它們暴露在放電中。在 EDM 單元開始運行之前,工件被放置在一個專門設計的夾具中並徹底固定。之後,在單獨的放電中提供電流 - 脈衝。

在這種情況下,機器上只放置一個電極,因為工件本身起著第二個電極的作用。
正如我們所見, 電腐蝕裝置的工作原理非常簡單易懂.如果這些機器由具有高導電性的金屬製成,則可以輕鬆更改各種零件和工件的配置、尺寸、形狀。

使用此設備,您可以使用以下材料:
-
硬化鋼;
-
鉻;
-
鈦;
-
高強度合金;
-
石墨;
-
複合材料。

由於使用該設備加工零件或工件,可以消除材料表面的機械效應。
此外,其操作原理的特殊性使得可以放棄使用旋轉或其他移動元件的需要。
由於機床具有許多積極的品質,因此市場對機床的需求量很大。
-
自動化程度高。管理設備的操作員可以自行決定設置關鍵處理參數:壓力、速度等等。畢竟,該單元將以自動化模式運行。
-
多功能性。除了其特定目的外,它還可以以相同的方式用於完成產品、批量複製、剪切和執行其他操作。
-
可靠性和使用壽命長。
-
生產率。現代機器保證在短時間內高質量地加工產品。
-
高度安全。製造商盡最大努力將使用其設備產生的風險降至最低。
-
所有這些優點都非常顯著,但它們只是可靠製造商設備的特徵。


但也有缺點。
-
工作時需要水電介質,這在某些情況下無法使用電腐蝕單元,或使其操作複雜化。
-
機床的精度和加工表面的粗糙度受幾個不能總是控制的因素的影響。
-
尚無法準確預測電極的磨損程度和總消耗量。
-
包括台式迷你機器在內的 EDM 單元並不便宜。當通過它們解決的任務需要經常維護時,它們的使用是有意義的。或者當生產與昂貴的產品、材料相關聯,並且沒有辦法完全改變單元、備件等時。例如,您需要從昂貴的機構中移除損壞的水龍頭,或者在汽車服務中您需要不斷地移除損壞的輪轂螺栓等。

在這種情況下,購買電腐蝕裝置很快就證明了自己的合理性。
物種描述
預約
根據其用途,侵蝕骨料分為幾種類型。
-
拼接和復印拼接單元。 練習沖孔和標記零件,打孔,包括深孔。複製穿孔機可以製作三維產品——以亞微米級的收斂性在金屬上重現繪圖的投影。他們在醫療、電信和航空航天領域執業。


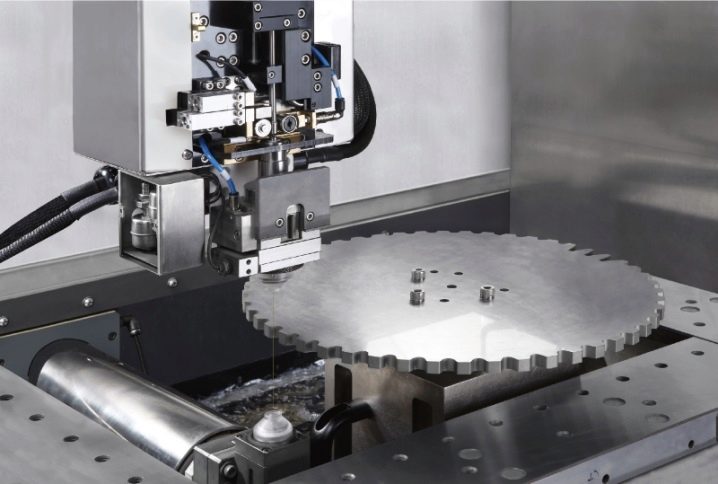
- 線切割單元。 他們使用由固體材料製成的複雜配置的產品。他們可以執行銑床無法完成的操作:在無法安裝刀具的地方切割小坯料。曾為汽車行業和儀器製造行業創造工具。在該裝置上,可以成功地對需要高精度的表面、各種導電材料(包括硬質合金)的零件進行初步操作和最終加工。

- 電腐蝕工作原理的超級鑽頭。 本質上,這是一個 EDM 鑽孔單元 - 代替埋頭孔和絲錐形式的傳統設備,管狀電極用於創建深孔。它們可以在重型材料中獲得任何深度的超薄孔。


- 高速鋸單元。 軟金屬帶用作電極。能夠切割任何導電材料,無論其強度和硬度如何,工件不會變形。他們在實驗實驗室、冶金和航空業實習。


根據獲得出院的方法
根據獲得放電的方法,機床分為幾個品種。
-
火花。 它們的功率最小,執行精確切割。用於產品的精密加工。
-
脈衝。 較高的放電能量會降低精度並增加熱處理面積。它們在處理大型平面而不要求準確性時進行練習。
-
電弧。 它們提供了高生產率和零件的硬化。練習用於處理大型零件。需要最後打磨或拋光。


頂級生產商
這種類型的設備製造商是亞洲和歐洲國家。出於相同的目的,不同製造商的機器在功能和成本上差異很大。
如果說來自中國和韓國的設備比歐洲設備便宜得多,那麼後者是由製造商以更高的質量水平和更高的工作流程自動化水平製造的。
“阿爾塔”
國內製造商生產用於電火花加工金屬的精密設備“ARTA”。 NPK“Delta-Test”今天被認為是俄羅斯聯邦生產此類設備的領導者。 通過生產新裝置,該公司對早期生產日期的設備進行了現代化改造。

沙迪克
在現代設備市場上,這家生產CNC線切割EDM單元的公司是家喻戶曉的。本公司設備技術特點高,適用於加工高(高於鐵)熔點金屬和單晶材料。 通過這些單元,可以生產穿孔管和麵板、複印機的工作部件、具有三維測量輪廓的模具、金屬陶瓷模具。 使用這種設備的專業人員可以輕鬆地創建凸輪及其原型,用於復制穿孔單元的電極工具。


三菱
三菱 MV1200S 線切割裝置可以對由各種導電材料製成的任何配置的產品進行最複雜的電火花加工。 隨著這種機器設備在現代生產中的積極使用,購買它的成本在短時間內帶來了積極的影響。

阿吉
Agie EDM 設備在瑞士製造,並成功與其他類似型號競爭。 由於該單元的小尺寸,可以在自動控制模式下進行各種用途的硬質合金零件加工中最複雜的工作。

設備和耗材
電蝕機是高科技設備。 但是,為了提高處理的準確性和易用性,您可以購買設備:
-
夾緊裝置 - 支撐夾具、帶 3 軸控制的裝置、虎鉗、卡盤;
-
桌面框架;
-
緊固帶;
-
可調板;
-
角塊;
-
電極支架和其他組件。
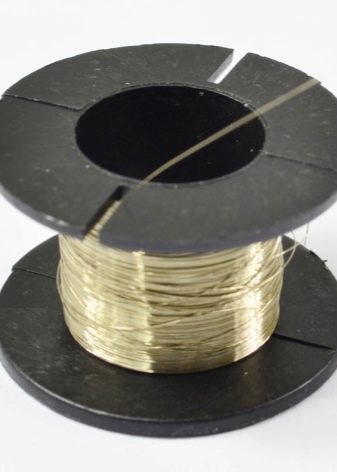
對於使用特別堅固的金屬製造高質量零件,需要以下 EDM 單元的耗材:
-
橫截面為 0.1、0.2、0.25 毫米的黃銅線(允許使用鍍鋅版本);
-
橫截面為 0.14 毫米的鉬絲(以 200 米的線圈生產,重 32 公斤);
-
黃銅或銅管(電極),直徑為 0.5 至 6 毫米,長度為 30 至 40 厘米,黃銅可有 1 至 3 個孔;
-
模塊化冷卻液管,由優質聚合物製成。

介電液體
它用於在腐蝕後清除產品上的微芯片。 介電流體執行多項任務。 用作工件和電極之間的半導體,以保持穩定和受控的火花電離條件。這對於將電極、工件、工作台保持在穩定的溫度是必要的。
並且還使用介電液體來洗去加工過程中形成的灰燼碎片。

過濾器
切割單個材料會迅速堵塞過濾器。例如,當通過粉末塗層切割製成品時,內袋可以填充自由流動的、未燒結的金屬粉末。 它突然釋放到液體中會堵塞過濾器。

離子樹脂
在 EE 加工中,去離子(離子交換)樹脂用於淨化聚集體中的電介質(水)。它的結構是陽離子交換劑層與陰離子交換劑層的高度之比。 根據這種平衡(主要)確定單元中使用的電介質(水)的使用壽命和淨化質量。

使用領域
所介紹的單元組旨在以最高精度進行空間金屬加工。該機器對由高導電率材料製成的機構、零件和組件進行輪廓加工。 這些是各種硬度的鋼、銅、鋁坯、有色金屬、硬質合金。

電腐蝕線切割單元用於製造具有復雜幾何結構的設備、工具和零件: 複印機、異型切割機、車削凸輪、模具、沖頭,不斷地參與大規模和小規模生產。該設備的一個關鍵設計特點是在帶有精密導軌的直線電機上使用坐標。


這些機器配備了精確的線性位移傳感器。 這使得在創建特別關鍵的零件時可以實現最高的精度。
如果我們談論穿孔電蝕單元,那麼它們通常用於需要標記產品或需要製造技術孔的地方。















評論發送成功。