20頻道的特點及其應用

可以說,通道產品是兩個相互平行的角,並沿接觸線通過縱向接縫焊接在一起。可以製作這樣的通道,但在實踐中,成品是由單條帶製成的,在軟化溫度下從邊緣彎曲。

一般描述
通道的標記,例如第 20 個數字,並不意味著這是其中心或側壁的尺寸(以毫米為單位)。 為此目的,有一個簡單的 U 型輪廓,其牆壁(中央和側架)的厚度大致相等,而不是兩倍(或多於兩倍)已經是主要的、中央的。通道20具有寬度相等或不同的側凸緣。主牆的高度(寬度)為 20 厘米(而不是毫米,正如初學者第一次遇到這種空白時會想到的那樣)。

具有相等側壁的通道是熱軋產品,在某些情況下它確實是彎曲的.鋼帶的彎曲在型材彎曲機上進行。租金是按照 符合 GOST 8240-1997 標準,彎曲 - 符合 GOST 8278-1983。 如果通道具有不同寬度的側壁,則將片源彎曲,然後在彎曲過程之後切割。相同的通道 20 由低合金鋼製成,例如 09G2S。

通道主要由黑色和靠近它的鋼修改製成,較少由不銹鋼製成(數量非常有限)。 用作組件的異形槽鋼的通常執行經歷了其中一種技術的階段,具體取決於使用類型。
- 鋼坯經過熱軋工序變成槽鋼 - 在具有巨大吞吐量的機器上。
- 主要由有色金屬製成的薄板元件在型材彎曲機上成型。 在這種情況下,使用冷壓。
在輸出端,製造商和他的客戶會收到一個四面平坦、光滑的通道元件,立即適用於建築和國民經濟的其他一些部門。
技術要求
大多數情況下,普通鋼St3或合金C245、C255用於製作槽鋼20。 在技術指標方面對安全和勞動保護(建築物的建造、使用這種通道的構築物)的主要要求如下。
- 安全邊際應該是三倍。 例如,窗戶或門洞的門楣上方的磚(泡沫塊)砌體的重量,例如 1 噸,必須對應於通道元件上的 3 噸載荷。使用 20 或其他通道值取決於結構或建築物的設計重新計算。樓層之間,雖然上覆樓層的主要荷載由鋼筋混凝土樓板承擔,但部分荷載仍落在門窗洞口的槽楣上。這意味著首先應該在地板上安裝最加固的通道。如果違反了所有這些要求,那麼在這種情況下,20 通道將無法承受整個負載。結果,元素可能彎曲和脫落,最終充滿了房屋的破壞。

- 鋼不應該太脆。 事實是,經常拆除(破壞)舊建築物,拆除者面臨著這樣的事實,即用大錘或鋼錠對特殊設備、通道的打擊,即使沒有受到嚴重生鏽,也會破裂。但是即使在很大的負載下,通道也會中斷。製造它的鋼的成分促進了脆性:鋼合金中的磷和硫含量超過 0.04%,導致形成紅脆性 - 鋼材在瞬間或長時間內的結構破壞術語超載。

因此,不可能使用任何最便宜的鋼用於槽鋼。為了使通道不會突然破裂,根據 GOSTs 的硫含量不應超過 0.02%(按組合物的重量計),磷含量應保持在不超過相同的 0.02% 的量。完全去除鋼中的所有硫和磷非常困難(而且成本高昂),但很有可能將它們的含量降低到微量。
- 鋼必須具有足夠的耐熱性和耐熱性.如果建築物內突然發生大火,它會升溫。該通道已加熱到超過 1100 度的溫度,將在其上建造的牆壁的負載下開始彎曲。為此,即使沒有硬化,但也使用了足夠耐熱和耐熱的鋼,即使加熱到明亮的紅光也不會失去其承載性能。
- 鋼不應該很快生鏽。 儘管建築物的牆壁和地板建造後(完成工作之前)的通道被塗漆, 最好使用鉻含量高的鋼。 很明顯,通道不是由不銹鋼製成的(它含有 13 ... 19% 的鉻),但鉻質量分數高達百分之幾的鋼被認為是一種典型的解決方案。

最後,為了使開口不會塌陷,窗戶或門的壓痕應該在 100-400 毫米左右。
如果您節省通道的長度並鋪設,例如,5-7(而不是至少 10)厘米的壓痕(所謂的肩部),那麼肩部下方的磚石將從開口的邊緣破裂,它上面的牆就會倒塌。 如果路肩鋪設過大,基礎和底層樓板的總計算荷載將超過設計值(在工程中,所有荷載值都計算清楚)。儘管它會在最大允許標準之內,但在設計失效時間過去之前,建築物可能仍會受到影響。不允許將通道鋸切和隨後焊接成任意部分 - 提前選擇在開口兩側提供最佳凹痕的碎片。

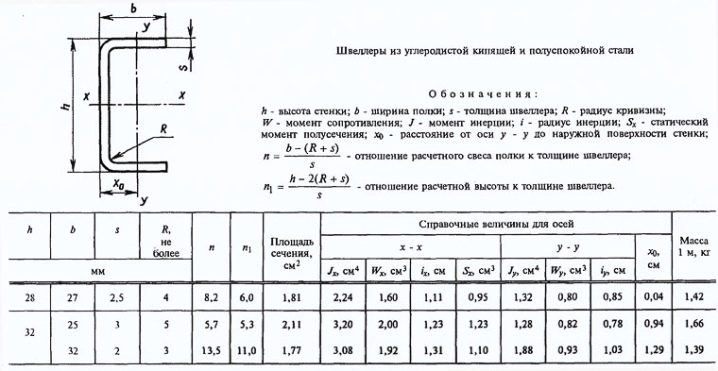
因此,在此示例中,20P 通道沿主壁的高度為 20 厘米,沿側面(相等)擱板的高度為 76 毫米,拐角的彎曲半徑為 9.5 和 5.5 毫米。
品種
- 標記“P” 意味著側壁相互平行:該通道樣品類似於大型 U 型材,其側壁沿整個工件縮短。
- 標記“L” 報告說通道空白的形狀精度低(輕巧,易於製造的樣品)。
- “E” 代表 U 型通道的經濟版本。
- “從” 意味著該渠道是高度專業化的——按訂單生產。
- 標記“U” - 通道有一定的(不是直角)向內傾斜的角度:側壁是彎曲的(不是向外的)。
- “在” - 貨車通道,
- “T”—— 拖拉機。後兩種類型都有明確定義的特定範圍。

通道結構的製造標準,包括 20 種,已多次更改。最新的俄羅斯(非蘇聯)GOST 確定了通道產品參數的最佳值,這些毛坯可以承受以前無法達到的極高負載。

尺寸、重量和其他差異
通道的範圍由以下品種表示。用於生產這些坯料的鋼材的密度(比重)為 7.85 g/cm3。元件的橫截面使得最佳厚度對應於聲明的厚度。 通道的總表面積等於外部和內部組件的總和,加上肋和橫截面的面積。
|
GOST 頻道 20 |
姓名 |
主隔板高度,cm |
主隔板厚度,mm |
側壁寬度,毫米 |
側壁厚度,毫米 |
每延米重量,公斤 |
|
國家標準 8240-1997 |
20U |
20 |
5,2 |
76 |
9 |
18,4 |
|
20P |
18,4 |
|||||
|
20L |
3,8 |
45 |
6 |
10,12 |
||
|
20E |
4,9 |
76 |
9 |
18,07 |
||
|
20℃ |
7 |
73 |
11 |
22,63 |
||
|
20Ca |
9 |
75 |
25,77 |
|||
|
20週六 |
8 |
100 |
28,71 |
|||
|
國家標準 8278-1983 |
相同的品牌 |
3 |
50 |
3 |
6,792 |
|
|
4 |
4 |
8,953 |
||||
|
80 |
10,84 |
|||||
|
5 |
5 |
13,42 |
||||
|
6 |
6 |
15,91 |
||||
|
3 |
100 |
3 |
9,147 |
|||
|
6 |
6 |
17,79 |
||||
|
180 |
25,33 |
|||||
|
國家標準 8281-1980 |
相同的 |
4 |
50 |
4 |
工件重量沒有嚴格的規範 |
字母標記可讓您立即闡明特定樣品的製作方式以及它們應具有的參數。槽鋼坯料採用熱軋或冷彎成型。
單獨品種參考參數和通道產品名稱按照表值每延米重新計算.在收到有關該批次坯料的信息後,其總長度為一定米數,交貨方將計算訂單的總重量(噸位),不考慮允許誤差的增加(或不足)。根據相關 GOST 的要求,渠道產品的重量與申報的產品不對應超過 6% 是不允許的。

例如,按照GOST 8240-1997標準,熱軋槽鋼產品生產如下。通道 20 熱軋 (GOST 8240-1989) 品種“P”和“C” - 加權。用“A”簽名。工件長度為3-12m,長度差異考慮其餘量,最大為10cm,但禁止銷售長度小於申報長度的工件。這對於按訂單切割的工匠來說是眾所周知的,例如 12 米到 3 米的坯料。

重、輕、“經濟”渠道的準備期由供應商的工作量決定,但不能超過下單之日起一個月。 這些標准在 GOST、TU 和其他相關法規中也有詳細說明。 熱軋異型坯主要由“平靜”或“半安靜”(不是“沸騰”)版本的St5、St3組成。國家標準 380-2005 中註明了這一要求。也可使用低合金鋼09G2S、17G1S、10KhSND、15KhSND——此公差由國家標準19281-1989規定。最後兩種化合物是耐腐蝕的。

用於製造通道的原材料的參數可以顯著減少建築物或結構的主要部分所在的金屬框架的質量。.同時,已建成建築物的初始參數被保留,直到其正常運行期結束。少量冷彎通道碎片不會顯著影響變形阻力,包括彎曲和扭曲。

使用計算出來的數據,為了減少主機的工作量,判斷是否需要等架通道空白(一定數量的副本)或者是否可以通過其多架修改來完成。但是輕質結構和避難所,沒有大塊磚和鋼筋混凝土上部結構(牆壁,顯著加深的基礎上的框架整體),可以用冷彎鋁製通道代替經典的鋼製通道。

如果沒有最終適合您的銷售選項,則製造公司有權為您提供原始解決方案 - 根據不超出特定要求的特性的個人價值對您要求的產品進行修飾GOST 和 SNiP。
因此,運行米重為 18.4 公斤的通道段已用於建造鉸鏈、涼亭、碼頭、軌道(用於起重機)、天花板(用於工業車間)、橋樑和棧橋結構。這種散裝(按訂單)的渠道以60噸的批量進行,以堆疊或什至逐件的形式進行。附質量證明書、參數、份數等信息。通道的運輸通過卡車或鐵路運輸進行。

應用
異型槽產品用於焊接框架結構。 來自通道的焊接框架的特點是其關鍵參數的物理和機械值增加。通道經過良好切割、鑽孔、車削(銑削)。要以大致相同的成功率切割厚壁(從幾毫米開始),您可以使用功率強大(高達 3 千瓦)的角磨機和激光等離子切割機。 由於使用傳統的中碳鋼作為起始材料,槽鋼可以很容易地通過任何方法進行焊接——從氣體惰性保護環境的自動焊接到手動方法(在清潔要焊接的邊緣後)。

槽鋼碎片在高負荷下不會失去其特性——它們與普通的 U 型專業鋼非常相似。 渠道產品廣泛應用於國民經濟活動的大量部門。它以特殊起重機、卡車、船舶和河流船舶、鐵路牽引車和機車車輛的零部件形式存在。

通道也是樓層間和閣樓屋頂結構、坡道(它們用於自行車、踏板車、汽車和輪椅的到達)、家具物品的組成部分。 除了用於組織門窗洞口的門楣外,通道還用作欄杆、柵欄和欄杆、樓梯的重要組成部分。
如何正確安裝通道,請參見以下視頻。













評論發送成功。