深度計:它是什麼?裝置及工作原理

建築和製造的許多部門,例如零件的製造和加工、銑削、車削、管道和珠寶,都使用高精度測量儀器。其中之一是深度計。


這是什麼?
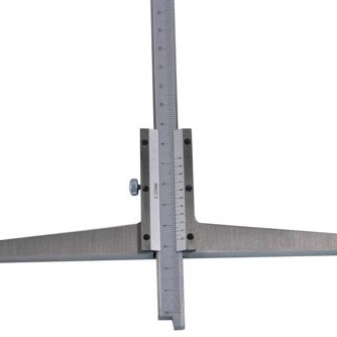
該設備在結構上類似於更知名的工具 - 卡尺。它的專業範圍比後者窄,僅用於在一個方向(深度)上對凹槽、凹槽和壁架進行線性測量。因此,深度計沒有海綿。
測量是通過將測量桿的末端插入凹槽中進行的,凹槽的深度需要確定。 之後,您應該沿著欄上的主刻度移動框架。然後,當框架處於正確位置時,您需要以三種可能的方式之一確定讀數(見下文)。


根據其三個相應的修改,從設備中讀取讀數有 3 種類型:
- 通過游標(Stangen 深度計類型 ШГ);
- 圓形刻度(SHGK);
- 在數字顯示屏 (SHGTS) 上。
根據 GOST 162-90,列出的三種類型的設備的測量範圍可達 1000 毫米。常用範圍有0-160mm、0-200mm、0-250mm、0-300mm、0-400mm和0-630mm。在購買或訂購深度計時,您可以通過相應的常規標記了解其範圍。例如,一個測量深度從 0 到 160 毫米並在圓形刻度上讀數的模型將被命名為 ShGK-160。



根據設備的不同,重要參數也由 GOST 規定,如下所示。
- 游標讀數值(用於 SHG 類型的修改)。可以等於 0.05 或 0.10 毫米。
- 圓形刻度的分度值(適用於 SHK)。設定值為0.02和0.05毫米。
- 數字閱讀設備的離散步長(用於 SHZ)。普遍接受的標準是 0.01 毫米。
- 測量框架長度。不小於 120 毫米。對於測量範圍高達 630 毫米或更大的型號,所需的最小值為 175 毫米。
GOST 制定的技術條件定義了該儀器的準確度標準。對於帶有游標的設備,誤差範圍在 0.05 毫米到 0.15 毫米之間,具體取決於測量範圍。帶有圓形刻度的儀器的允許誤差為 0.02 - 0.05 mm,數字刻度的允許誤差不超過 0.04 mm。
但是,這些標準不適用於可用於測量千分之一毫米以內的測微模型。

設備
如上所述,深度計有一個測量桿,在其上應用主刻度的刻度。 它的末端靠在被測凹槽的內表面上。 ShG 模型有一個框架,在其插槽中有一個游標 - 一個基本重要的單元,也可用於卡尺、千分尺和其他精密測量儀器的設計。讓我們仔細看看這個節點的描述。
如果桿的主刻度的用途很容易理解 - 它的功能就像一個普通的尺子,那麼游標會使測量過程更加複雜,但可以讓您更準確地確定線性尺寸,高達百分之一毫米.


Nonius 是另一個刻度,輔助 - 它應用於框架槽的邊緣,可以沿桿移動,將其上的風險與游標上的風險結合起來。將這些風險結合起來的想法是基於這樣一個事實的理解:一個人很容易注意到兩個分區的重合,但是他很難直觀地確定兩個相鄰分區之間的距離的分數。用分度值為1毫米的普通尺子測量東西時,他無法確定長度,只能四捨五入到最接近的整數(以毫米為單位)。
在游標的情況下,所需值的整數部分由游標的零除法確定。 如果這個零格顯示在 10 和 11 毫米之間的某個值,則整數部分為 10。小數部分的計算方法是將游標的格子的價格乘以與柱上的格子之一相對應的標記數.


諾紐斯的發明歷史植根於古代。這個想法最早是在 11 世紀提出的。現代外觀的設備創建於 1631 年。後來又出現了一個圓形的nonius,它的排列方式和線性的一樣——它的輔助刻度是弧形的,主刻度是圓形的。指針讀數裝置與這種機制相結合,使讀數的確定更加容易和方便,這就是使用千分錶深度計(DGD)的原因。
這就是深度計的機械版本的工作原理。 近來,數字SHGs設備已經普及,其顯著特徵是帶有傳感器和用於顯示讀數的屏幕的電子閱讀設備。電源由電池提供。


類型和型號
上面只命名了卡尺深度計的主要品種,有無游標。現在考慮專門的修改,每個修改都有自己的特點,具體取決於應用範圍。除了列出的那些之外,他們還使用由 GI 標記指定的指示深度計(帶百分錶)以及 GM - 測微深度計和帶有可更換測量插件的通用版本。
結構類型和特定模型的選擇取決於以下因素:
- 需要測量的凹槽(凹槽,井)的深度值在什麼範圍內;
- 它的橫截面的尺寸和形狀是什麼。



對於需要高精度測量(高達 0.05 mm)的小深度,使用 ShG160-0-05 型型號。對於中等凹槽,範圍更廣的選項更適合,例如 SHG-200 和 SHG-250。在這種類型的特定型號中:Norgau 0-200 mm - 電子版本的誤差範圍為 0.01 mm,還有更便宜的游標。
進行與25cm以上的槽、孔加工相關的金屬加工、車削加工時,使用ShG-400深度計,這仍然允許將精度保持在百分之一毫米。對於 950 毫米或更大的凹槽,也有具有寬測量範圍的深度計標準,但是,在這種情況下,GOST 允許高達十分之一毫米的誤差限制。
如果這還不夠,最好使用測微儀器。

購買時應注意的深度計型號的特殊功能包括桿端的形狀。根據您是要測量凹槽的深度和厚度,還是要測量窄孔,您應該考慮帶有鉤型桿端或帶有測量針的型號。 IP 67 保護可確保工具的防水性,這主要與帶有電子設備的型號相關。
如果您需要一款比游標更方便的數字設備,您可以在眾多國內外廠商中進行選擇。例如,知名公司 Carl Mahr(德國),其 Micromahr 型號系列已通過對帶數據輸出的 MarCal 30 EWR、MarCal 30 ER、帶掛鉤的 MarCal 30 EWN 的修改證明了自己的良好狀態。另一個受歡迎的德國品牌 Holex 也向俄羅斯供應其產品。國內品牌中,馳名中外的是CHIZ(車里雅賓斯克)和KRIN(基洛夫)。



使用了哪些測量方法?
綜上所述,深度計的目的是通過將桿的末端插入凹槽或凹槽中來測量零件元件的深度。桿的末端必須容易進入研究區域並緊貼零件表面。因此,桿由硬度更高的合金製成,對於復雜的凹槽和狹窄的井,使用相同材料的特殊插入物 - 測量針和鉤子。
該工具用於需要獲得精確尺寸的情況,並且由於零件的特定形狀而無法使用卡尺或千分尺。 了解設備的工作原理並控制其使用的有效性非常重要。有一個簡單的準確性測試:連續進行幾次測量並比較結果。

如果差值比允許的誤差限值大幾倍,則說明測量過程中出現錯誤或設備出現故障。 對於校準,您需要遵循 GOST 批准的驗證程序中描述的步驟。
- 準備校準儀器,用清潔劑清洗掉灰塵和異物。
- 確保其外部符合標準要求,零件和刻度沒有損壞。
- 檢查框架是否自由移動。
- 確定計量特性是否符合標準。首先,這涉及到桿懸伸的極限、誤差、測量範圍、長度。所有這些都使用另一個已知良好的設備和尺子進行檢查。

雖然對於根據 GOST 的機械深度計,誤差限制高達百分之一毫米,但如果您需要保證精度,建議使用帶有數字類型讀數裝置的深度計。
使用便宜的工具,您仍然可能會遇到測量不准確的情況——那麼最好應用上述技術,並將獲得的所有值的算術平均值視為最終結果。

如何使用?
測量原理包括幾個實用的建議,為了獲得準確的結果,應該應用這些建議。測量時,用螺栓固定框架,螺栓設計成不會意外移動。請勿使用軸或游標損壞的儀器(對於數字設備,可能存在更複雜的故障)或零標記被擊倒的儀器。考慮零件的熱膨脹(最好在接近 20 C 的溫度下進行測量)。
使用機械深度計測量時,需要記住分度值。 對於大多數型號,主刻度為 0.5 或 1 毫米,游標為 0.1 或 0.5 毫米。總的原則是游標的分度數,與主刻度的標記重合,必須乘以它的分度價,然後加上所需值的整數部分。
使用數字設備 SGC 要容易得多。您可以簡單地從屏幕上讀取結果。他們的校準也不是一個複雜的過程,只需按下將數字刻度設置為零的按鈕。


使用和存儲設備有幾條規則可以避免設備過早失效:
- 框架和軸之間的灰塵和固體顆粒會導致其卡住,因此請將工具放在盒子裡;
- 機械設備的壽命比數字設備長,後者需要更小心處理;
- 閱讀電腦和顯示器不得受到衝擊和衝擊;
- 為了正常運行,這些組件必須由具有正常充電水平和/或良好電源的電池供電。
在下一個視頻中,您將看到 ShGTs-150 深度計的概述。










評論發送成功。