關於金剛石砂輪

金剛石砂輪屬於消耗品。它們用於自動、角度、手動機器進行磨削、銳化等。它們用於珠寶 - 切割石頭時,以及加工超硬表面、玻璃、陶瓷等。


特點
金剛石刀片不僅以其高效率和長壽命而著稱,而且還以其自銳能力以及強度和脆性之間的完美平衡而著稱。 該工具不僅用於工業,還用於家庭條件。
廣泛的分佈和實惠的價格可以通過降低獲得人造鑽石的成本來解釋 - 它們用於超過 90% 的磨料生產。
圓盤本身由鋁合金或鋼製成。 在工件表面塗上一層薄薄的電木樹脂,其中添加了各種成分的金剛石碎片。 應該指出的是,到目前為止,該行業還沒有發明出任何硬度優於金剛石磨料的產品。只有立方氮化硼具有最接近的值 - 硼氮酮,elbor。剩下的磨料在鐵氧體、金屬陶瓷複合材料和其他硬質合金材料的加工中根本不是競爭對手。


主要特徵
主要特徵之一是硬度指數。下一個重要指標是每立方厘米的鑽石濃度,以克拉為單位。 這些值的標準型指標根據當前 GOST:K25 (1.1 ct/cm3)、K50 (2.2 ct/cm3)、K75 (3.3 ct/cm3)、K100 (4.4 ct/cm3)、K125 (5.5 ct/cm3) 和 150 (6.6 ct/cm3)。 但是,濃度可能會上下波動。
這個值的重要性在於它對磁盤的一些技術指標及其成本有顯著影響。 具有硬結合和低金剛石層的設計被指定為 K125。
正是這個指標能夠在整個磨削循環中保持周邊幾何形狀不變。

碳顆粒在工作層上的分佈和固定通過粘合劑組合物,即所謂的粘合劑來輔助。 在生產技術中,使用了三種基本類型的韌帶。
-
金屬。 這種類型的工作層最適合金屬陶瓷和硬質合金製成的零件的前處理,刃磨,切削大層餘量。
-
電鍍的。 金屬主體鍍一層或多層鍍鎳,塗有碳磨料。設計用於切割、研磨礦物材料。它在金剛石鑽孔裝置的生產、沖頭的最終精加工等方面都有需求。
-
有機的。 在創建有機組合物時,膠木與甲醛樹脂一起使用。其特點是導熱率低;此類設備在沒有冷卻液供應的情況下使用。通常,這是精磨和精加工。



影響器件性能特徵的另一個參數是金剛石層的類型及其寬度。 磨料塗在金剛石砂輪的周邊或端部。 影響磨料尺寸和模型成本的是幾何形狀。高度是決定結構耐久性的值,而與工件接觸的區域的大小取決於寬度,這意味著工作元件和其他部件的溫度。小寬度可提高切削速度和切削深度。 大寬度意味著高精度和清潔度。
該技術要求地表寬度的參數始終超過圓的性能。通過滿足所有這些條件,可以實現工作層發展的均勻性及其自銳化。

金剛砂鑽石的尺寸可以為 125 毫米。 標記 150x10x3x32 表示圓盤直徑為 150 mm,寬度為 10 mm,高度為 3 mm,安裝孔尺寸為 32 mm。 需要用同樣的方法來破譯150x20x5x42x32磨鑽石的特性; 150x20x3x40x32。

查看概覽
製造商提供的所有類型的金剛石磨片都遵守嚴格的 GOST 規定,而這些規定又符合歐洲標準。 根據公認的標準,金剛石圓盤分為:
-
通過設計參數和幾何形狀;
-
根據金剛石層的形狀及其在產品上的位置;
-
分別論體形的構造性差異。

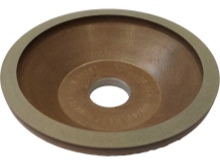
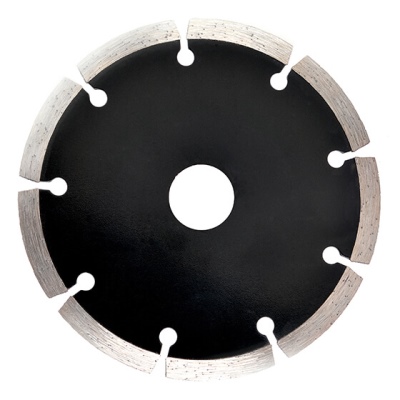
其中,最流行的是圓盤(扁平)、杯形、碟形形式。圓的幾何形狀可以是直線型,也有圓錐形、環形、帶一側或雙側底切、帶一側輪轂等。 塗層磨削結構的磨蝕性受砂粒(顆粒大小)的影響。
- 盤子 - 提升盤,用於鋼、鑄鐵、玻璃的加工。這種類型用於銳化硬質合金的焊接過程,例如在鋸子上。圓盤適用於去除油漆層。
- 一杯 - 杯形金剛石工具。適用於難以切割的表面:玻璃等。
- 直線型材型號 - 這些是帶有端部金剛石塗層的平盤。選擇這種類型用於處理需要精確線條的表面。


為了完成金屬的拋光並賦予其鏡面光澤,使用了硫化橡膠(橡膠)拋光輪。 有一個非常有趣的品種——軟盤(AGShK)。它的特點是有一層薄薄的磨料。它用於研磨混凝土、瓷器和其他材料的手工具。人們稱它們為“烏龜”。


打標
普遍接受的金剛石圓盤名稱由兩部分組成:設計特徵數據、模型幾何尺寸的描述,以及結合劑和金剛石的技術指標。製造商還可以在右側添加帶有附加信息的行。 對於指定數據的正確解釋,您可以使用 GOST 24747–90 的參數作為提示。 此外,還有表示代碼的表格,最常見產品的圖表。圖中顯示了一個直徑為 150 mm、錐角為 20o 的錐形磨盤。草圖顯示了安裝孔的直徑 (22 mm) 和金剛石層的尺寸 (6x4 mm)。

其他標記的含義:
-
D16 是碳顆粒的 FERA 數量,K75 是每克拉的數量;
-
B是FERA有機粘合劑符號,T是其密度代碼。
下圖提供了有關工作要求 (m) 的附加信息。除了, 製造商可以指示圓的極限速度數據,旋轉指標:所需的頻率,方向,安全性。
-
糧食。 對於消費者來說,一個同樣重要的指標是粒度,因為這是影響拋光錶面質量和清潔度的主要參數。在選擇麵包屑大小時不要忘記這些指標的組合。
例如:
-
初步處理 ——所需粒度以D151表示,定性減少了道次,同時保證了七級的高效率和潔淨度;
-
精磨 - D54,性能較低,但純度等級較高 - 10。
有必要考慮切削深度的晶粒尺寸,單程去除的材料厚度取決於它。推薦的比例不超過標準所需糧食的三分之一。在下面的照片中,是在 10 ÷ 15 微米的高放大倍率下拍攝的鑽石碎片快照。

-
硬度。 該指標對於電木結構很重要。為此,請輸入 B,根據 GOST - R 52587-2006 使用字母表示的硬度等級。硬度指數越低,金剛石層越寬,碎屑尺寸越小。它們用於在低切削速度下進行精磨,通常不使用冷卻液。更快或更深的切割需要提高工作表面的硬度和冷卻。

-
精度和不平衡等級 - 金剛石砂輪打標的下一個價值。對於傳統製造的光盤,這種標記是強制性的 - 這是一條線上的兩個極端標記。至於鑽石選項,根據 GOST 沒有要求。
從技術上看,這是一種帶有少量磨料的工具,而且國家標準已經為它們制定了高精度標準。

流行的型號和製造商
在我們市場上受歡迎的製造商中,您可以找到從蘇聯時代開始生產這些產品的外國品牌和國內公司。
-
金世博公司 這個德國品牌向世界市場供應超過 1,700 種磨俱,包括多用途金剛石刀片。分段圓盤特別受歡迎。
-
最大的磨料供應商之一是博世。 種類繁多,包括實心圓盤。石材切割是此類金剛石磨料的理想應用。

-
“波爾塔瓦鑽石” – 用於磨削、切割的所有類型碳工具,包括圓盤 – Sk-TDR。設計用於處理礦物表面,例如石頭。

-
聖彼得堡磨料產品工廠“Ilyich”,最古老的之一。企業自主生產人造金剛石(以及金剛石微粉)。

使用範圍
金剛石工具的最廣泛可能性使得它們可以在廣泛的領域中使用。超強碳塗層顯著減少了硬質合金刀具和難切削材料的磨削時間。用金剛石磨銳的刀具刀片效率更高,不需要進一步精煉,並且比用模擬磨料磨銳更長時間保持鋒利。
耐磨性:
-
硬質合金單刃切削麵,指標提高1.5倍;
-
對於多刃刀具,這些數值就更高了。

由於用金剛石處理的表面不會形成碎屑和裂縫,因此它們用於工作:
-
用玻璃;
-
陶瓷;
-
瓷;
-
陶器;
-
水晶;
-
鏡子等


金剛石磨料在製造光學鏡片、研磨顯示器和屏幕的技術中是必不可少的。 在醫學上沒有它們是不可能的——金剛石工具可以磨削切片機、手術刀、注射器針頭的刀片。用於治療和修復的牙科器械也用碳磨料處理。


金剛石砂輪是為磨床、銑床和其他機器生產的,是石材加工中的特殊工具。 另一種使用方式 - 金剛石圓盤由其他研磨材料製成的圓圈統治。 選擇金剛石磨料結構的正確和深思熟慮的方法將使任何工作和任務都能以高質量、無缺陷的方式進行。















評論發送成功。