焊絲的分類和選用

焊接工作可以是自動和半自動的,並且可以使用多種材料進行。為了使正在進行的過程取得成功,使用特殊的焊絲是有意義的。


它是什麼,為什麼需要它?
焊絲是金屬線,最常纏繞在線軸上。 該元素的定義表明,它主要有助於形成更牢固的接縫,沒有孔隙和不規則性。 使用長絲可確保以最少的廢料量和低水平的渣形成進行生產。
該裝置固定在送絲機中,然後以自動或半自動模式將焊絲輸送到焊接區。 原則上,也可以通過簡單的滾動卷材手動送料。
填充材料不僅要滿足與質量有關的要求,而且還要與待加工零件的適用性有關。
查看概覽
焊絲的分類取決於特性、性能和執行的任務。
預約
除通用焊絲外,還有用於特殊條件焊接的品種。作為一種選擇, 金屬絲可用於強制形成焊縫的程序,用於水下工作或使用浴技術。 在這些情況下,電線必須具有特殊塗層或特殊化學成分。

按結構
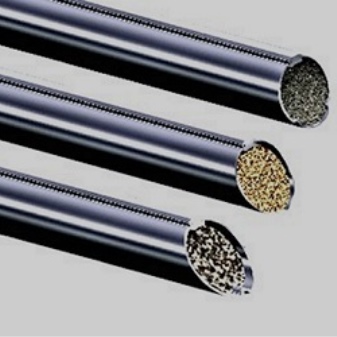
根據線材的結構,習慣上區分固體、粉末和活性品種。 實心線看起來像固定在線圈或磁帶上的校準磁芯。 也可以在海灣中成排鋪設。有時棒和帶子成為這種線的替代品。該品種用於自動和半自動焊接。
藥芯焊絲看起來像一個充滿助焊劑的空心管。 相反,它不應該用在半自動機器上,因為螺紋拉削很困難。此外,滾輪的作用不應將圓管變成橢圓管。活性薄膜也是經過校準的芯,但添加了用於藥芯焊絲的組件。例如,它可以是薄層。

按表麵類型
焊膜可以鍍銅也可以不鍍銅。 鍍銅燈絲提高了焊接電弧的穩定性。 發生這種情況是因為銅的特性有助於更好地為焊接區提供電流。此外,進給阻力減小。無銅線更便宜,這是它的主要優勢。
但是,未塗層的螺紋可能具有拋光錶面,這使其成為兩個主要品種之間的一種中間環節。

作品
電線的化學成分與被加工材料的成分相匹配是很重要的。這就是為什麼 在這個分類中,填充螺紋的種類很多:鋼、青銅、鈦甚至合金,由幾種元素組成。

按合金元素的數量
同樣,根據合金元素的數量,焊絲可以是:
- 低合金 - 低於 2.5%;
- 中等合金 - 從 2.5% 到 10%;
- 高度合金化 - 超過 10%。
成分中的合金元素越多,線材的特性越好。耐熱性、耐腐蝕性等指標均有提高。


按直徑
焊絲直徑的選擇取決於要焊接的元件的厚度。厚度越小,直徑應越小。 根據直徑,還確定焊接電流參數。 因此,在這個指標小於 200 安培的情況下,需要準備直徑為 0.6、0.8 或 1 毫米的焊絲。對於不超過 200-350 安培的電流,直徑為 1 或 1.2 毫米的電線是合適的。對於 400 到 500 安培的電流,將需要等於 1.2 和 1.6 毫米的直徑。
還有一條規則是,0.3 到 1.6 毫米的直徑適用於在保護環境中進行的半自動化過程。 1.6 至 12 毫米的直徑適用於製造焊接電極。如果焊絲直徑為 2、3、4、5 或 6 mm,則填充材料可用於助焊劑。


打標
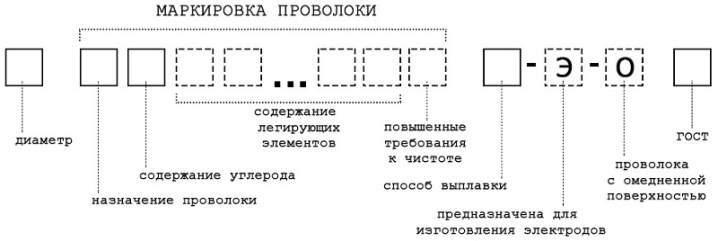
焊絲的標記取決於需要焊接的材料等級以及工作條件。它是根據 GOST 和 TU 指定的。為了 要了解如何進行解碼,可以考慮線材品牌 Sv-06X19H9T 的示例,常用於電焊,因此很受歡迎。字母組合“Sv”表示金屬螺紋僅用於焊接。
字母后跟一個表示碳含量的數字。數字“06”表示碳含量為填充材料總質量的 0.06%。接下來,您可以查看線材的組成中包含哪些材料以及數量。在這種情況下,它是“X19” - 19% 鉻,“H9” - 9% 鎳和“T” - 鈦。由於鈦名稱旁邊沒有數字,這意味著其含量小於 1%。
熱門廠商
俄羅斯生產超過 70 種等級的填充焊絲。 Bars 品牌產品由 Barsweld 製造,該公司自 2008 年開始運營。範圍包括不銹鋼、銅、藥芯、鍍銅和鋁線。填充材料採用創新技術生產。另一家俄羅斯金屬螺紋製造商是 InterPro LLC。生產是在意大利設備上使用特殊進口潤滑劑進行的。
焊絲也可以在俄羅斯企業生產:
- 有限責任公司“SvarStroyMontazh”;
- Sudislavsky 焊接材料廠。


中國企業在填充材料市場佔有廣泛的份額。他們的主要優勢是平均價格和優良品質的結合。例如,我們談論的是中國公司 Farina,該公司生產用於加工碳鋼和低合金鋼的線材。 其他中國製造商包括企業:
- 德卡;
- 野牛;
- 阿爾法馬格;
- 一辰。


如何選擇?
在選擇填充材料時,必須考慮兩個基本規則。如前所述,重要的是焊絲的成分盡可能與待焊接部件的成分相似。例如,對於黑色金屬和銅合金,將使用不同的變體。 如果可能,建議確保該組合物不含硫和磷,以及鐵鏽、油漆和任何污染物。
第二條規則與熔點有關:對於填充材料,它應該比工件略低。 如果線材的熔化溫度較高,則會發生零件燒壞。此外,值得確保電線均勻分佈並且能夠完全填滿接縫。填料的直徑必須與待焊金屬的厚度相對應。
順便說一句,導線的材料必須與導向通道的材料相匹配。

使用技巧
焊絲的存放不能在高濕度條件下進行。 原包裝中的填充材料可在 17 至 27 度的溫度下儲存,濕度為 60%。 如果溫度區間上升到 27-37 度,那麼最大相對濕度反而會下降到 50%。從包裝中取出的線可在車間使用 14 天。但是,需要保護電線免受污垢、灰塵和油類產品的影響。如果焊接中斷超過 8 小時,則需要用塑料袋保護盒式磁帶和捲軸。
此外,填充材料的使用需要對消耗率進行初步計算。最方便的是計劃每米要填充的接頭的電線消耗量。 這是根據公式 N \u003d G * K 完成的,其中:
- N 是范數;
- G——成品縫上的堆焊質量,一米長;
- K 是修正係數,它取決於熔敷材料的質量與焊接所需的金屬消耗量。


要計算 G,您需要將 F、y 和 L 相乘:
- F——表示每平方米連接的截面積\u200b\u200b;
- y - 負責製造電線的材料的密度;
- 使用數字 1 而不是 L,因為消耗率是按每 1 米計算的。
計算 N 後,指標必須乘以 K:
- 有底焊時,K為1;
- 垂直 - 1.1;
- 部分垂直 - 1.05;
- 帶天花板 - 1.2。

值得一提的是,不想按照公式進行計算,在網上可以找到專門的焊材消耗計算器。 焊絲進給機構通常由電動機、變速箱和滾輪系統組成:進給和壓力。 您可以自己製作或購買現成的設備。該機制負責將填充材料輸送到焊接區。
還應注意乙炔氣焊絲必須無銹無油污。 熔點必須等於或低於待加工材料的熔點。
如果找不到合適成分的焊絲,在某些情況下,可以用與被加工材料相同等級的材料條代替。用於二氧化碳焊接的金屬絲的要求是相似的。


在下一個視頻中,您將看到 0.8mm 焊絲的對比測試。













評論發送成功。