所有關於線材 8 毫米

軋製線材是生產鍍鋅鋼棒、管件、繩索、電線電纜的現成原材料。沒有它,電氣和無線電工程、特種車輛的生產、框架房屋的建造以及許多其他類型和種類的人類活動都將停止。


特點和要求
鋼線材的強度和硬度增加,使其成為生產光滑圓形和橢圓形配件、電纜、銅纜和光纜吊架、釘子、焊條和焊絲、圓切訂書釘的合適基礎。 軋製線的常見橫截面理想情況下是圓形的,橢圓形不太常見。
軋製線材的直徑從幾分之一毫米到 1 厘米不等,軋製鋼絲的橫截面為 5-8 毫米。



銅線的厚度通常為0.05-2毫米,這由同軸電纜、多芯電纜的電機繞組、電線和中心導體確定。 鋁材主要用作電力線的電線電纜——一根桿的橫截面達到一厘米。在後一種情況下,使用鋁電纜,懸掛在陶瓷柱絕緣體上。帶有絕緣和保護套的電纜的橫截面足以承受消費者從變電站獲取的成百上千千瓦的電力。
線材與其他黑色金屬型材一樣,適用於提供防雷保護的避雷針。



在生產線材時遵守 GOST 380-94。 不允許按照配件和線材的規格生產線材。線材斷裂會導致高層建築倒塌(鋼筋會斷裂,鋼筋混凝土框架會開裂、移動,建築物會變得緊急)或引起火災(鋁線和電纜承受很大的負載)。超過允許量的雜質,如硫,會使鋼不必要地變脆。低碳鋼不會獲得足夠的硬度和強度,例如將釘子釘入木頭。
這些和許多其他功能由專家監控,並根據 GOST 進行檢查。 線材的質量和直徑由 GOST 2590-88 規定。 鋼絲在直徑和重量方面以普通(C)和高(B)精度生產。軋製的橢圓形不應超過最大直徑差之和的一半。
導線的曲率不超過其長度的 0.2%。該指標在距離邊緣超過 1.5 m 的至少 1 m 段上確定。
根據 GOST,1 米 8 毫米鋼棒的重量為 395 克。 對於 9 毫米 - 499,對於 10 毫米,運行米的比重 - 617 克。線材不應在 180° 彎曲時斷裂(向相反方向轉動棒材)。單次彎曲不應形成微裂紋。用於檢查線材是否彎曲的電源銷的直徑等於其截面的直徑。


他們是怎麼做的
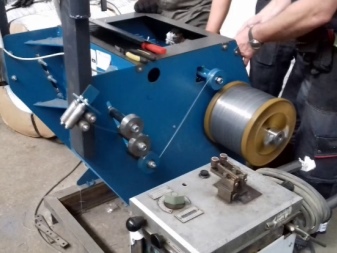
線材的生產是軋製金屬最簡單的方法之一。簡單的說, 軋製線材 - 圓形輪廓,其直徑與管道不同,小於 1 厘米。 生產具有更大橫截面的線是沒有意義的(除了直徑達幾厘米的鋼筋):金屬及其合金的成本會非常高。


長條形的工件在滾動輸送機上滾出。 金屬或合金被加熱並拉出,穿過限定橫截面和直徑的導向軸。燒紅的線材纏繞在繞線機的線圈上,形成環槽。
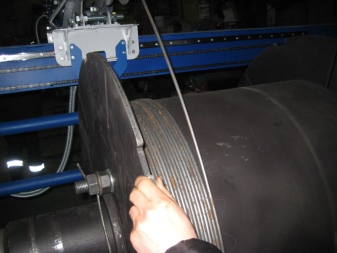
自然冷卻可以軟化剛出線材的材料。加速 - 吹氣或浸入水中 - 將賦予金屬或合金額外的硬度。
自然冷卻的線材不按重量檢查氧化皮含量。 根據 GOST 的說法,隨著加速冷卻,其份額不應超過每噸成品 18 公斤。通過機械方式(使用鋼刷、除垢劑)或化學方式(將金屬絲通過稀硫酸)去除水垢。使用濃硫酸可以快速輕鬆地減少水垢,但也會使線材的有用部分變薄。
為了消除金屬被氫飽和的影響,防止酸洗過程中出現脆性,使用了正磷酸鈉、食鹽和其他鹽類,減緩了軋製線材在加工過程中的過度腐蝕。

種類
線材上的塗層是通過熱噴塗或陽極氧化完成的。 在第一種情況下,將熱鋅粉塗在鋼絲上,鋼絲上的氧化鐵(過氧化鐵)已經被預先去除。
這樣就得到了鍍鋅絲。該過程需要290-900°C的溫度,稱為擴散。

鋅也可以通過陽極化處理,將含鋅鹽溶解在電解液中,例如氯化鋅。 直流電通過該組合物。在陰極和陽極上釋放一層金屬鋅,在這種情況下,氯是由實驗室條件下的氣味確定的。鍍鋁銅(以節省銅)也是通過陽極氧化生產的。鍍銅鋁導體的範圍是用於低壓系統的信號電纜,例如火災和安全警報網絡以及視頻監控。
冷法包括在剛去氧化皮的線材上塗上一層保護塗層。基礎是聚合物(有機)組合物,但這樣的電線害怕在零以上幾十度以上過熱。

氣體動力方法允許您對任何形狀的鋼產品進行鍍鋅。它的工作原理是基於噴射氣體的高超聲速流動。
熱浸鍍鋅是最好的方法。 熱浸鍍鋅棒的使用壽命明顯長於用其他方法加工的完全相同的產品。為此,將線材或其他產品放入熔化鋅的浴槽中。萃取後,鋅被氧化,然後加入二氧化碳,氧化鋅轉化為碳酸鋅。
在生產過程結束時,成品線材被運送到零售店、批發買家(例如建築公司)或發送到其他生產釘子、配件的工廠。個人獲得直徑小於 8 毫米的軋製線材,而且批量比批發商小得多。


根據 GOST 30136-95,鋼線材以測量值、未測量值和比測量值高幾倍的形式生產。
桿的長度由鋼的成分決定。
對於低碳鋼,軋製棒材的長度為 2–12 m: 鋼中的碳越少,它的延展性就越高。碳含量高的鋼以 2-6 米長的棒材形式生產。高質量的高碳鋼可以生產 1-6 m 的棒材。














評論發送成功。