關於氬焊絲

對於任何焊工來說,了解有關氬焊焊絲的所有信息與選擇電極、類型和電流特性的能力一樣重要。這條線的選擇也並不像看起來那麼簡單。是的,如果使用不當,它的使用可能會帶來許多陷阱。

特點
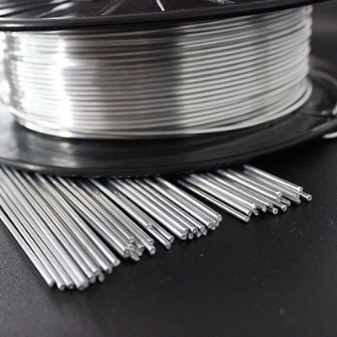
氬焊用焊絲的主要特點是外觀。 在大多數情況下,這些組件是盤繞的金屬棒。 您需要將此類線軸插入進紙機構。進線本身可以具有實心或空心結構。也有含有內含物的產品。添加材料必須與工件材料嚴格相同。
所有試圖打破這條規則的嘗試都不會帶來任何好處。 捲軸裝運便於工業使用。在手動模式下,線材被送入工作區域,主要是在手工工作期間。一般而言,該技術不會強加任何其他特殊要求。


種類
實心線由純金屬製成。 此類設備的成分不能包含任何雜質;也不應使用添加劑。 儘管它們很簡單,但這些類型的焊絲是焊工使用最廣泛的。它們主要用於在氣體環境中進行焊接。藥芯焊絲實際上不適合氬焊,因為它專門用於用粉末熔化過程中釋放的物質代替外部氣體保護層。
最有趣的是激活產品。它結合了固體和粉末解決方案的優點而沒有它們的缺點。差異也適用於被焊接材料的類型。用於黑色金屬氬弧加工的填充焊絲是最常見的選擇之一。 主要分佈是:
- 藥芯焊絲被迫處理隨後進行熱處理的碳鋼(儘管這通常不是最佳選擇);
- 需要鋁才能與鋁一起工作(它可能含有錳、矽、鎂和其他夾雜物);
- 不銹鋼焊絲 - 用於與鉻或鎳合金化的鋼;
- 鍍銅(主要用於焊接重合金或中合金工件時);
- 簡單的鋼(優選用於輕合金金屬)。



不銹鋼絲被積極用於烹飪含鉻或鎳的鋼。輸出應該是非常高質量的接縫。
幾乎排除了裂紋的出現,以及腐蝕過程的發生。使用不銹鋼絲時,飛濺物保持在最低限度。 電弧將非常活躍和穩定地工作,並且接縫的使用壽命將顯著增加。
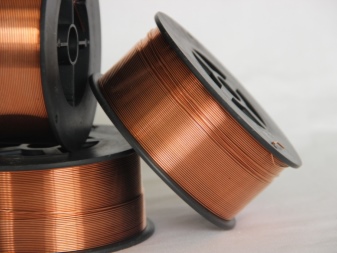
鍍銅線具有與其不銹鋼品種相同的積極特性。此外,無論使用何種焊機,它還有助於節省焊頭。鍍銅線的交付通常意味著將其纏繞在塑料盒上。典型厚度從 0.6 到 1 毫米不等。鍍銅焊絲(例如,SV-08G2S)有助於重新啟動焊接電弧,並有助於穩定其在任何模式下的燃燒。 伊薩替代產品設計用於:
- 工具鋼;
- 造船用鋼合金;
- 沖壓金屬;
- 鋁;
- 鑄鐵。

一種簡單的氬焊鋼絲,幾乎適用於工業生產的任何領域。 這種消耗品是根據大量的指標進行分類的。 與橫截面一樣,一個非常重要的作用是材料的機械強度。其確切的化學成分也很重要——與往常一樣,離工件越近,工作就越好、越高效。只能使用標有縮寫“Sv”的電線,其橫截面範圍為 0.03 至 1.2 cm。
處理鋁合金時需要鋁材料,其中矽的比例限制在 3%。在這種情況下,限制銅含量的範圍為 3% 至 5%。 類似的填充材料:
- 保證增加強度;
- 給出與空白本身相同的顏色;
- 耐腐蝕性不遜於鋁結構。
汽車、內河和海船的生產需要鋁添加劑。當焊接與水接觸的結構時,會大量使用這種線材。但重要的是要了解,在實踐中不使用純鋁,它總是與其他物質混合 - 否則無法提供足夠的強度。
這一點也是焊接添加劑的特點。但是,那裡的添加劑比例不超過1%。



選擇
重點是正在進行的操縱。專為氬焊設計的焊絲不適合切割(反之亦然)。應注意產品的直徑。很自然,金屬越厚,添加劑就應該越大。在大多數情況下,選擇橫截面為 3 mm 的電線。
需要注意的是,焊絲中可能存在特殊的改進成分。 產品的技術特性取決於它們的數量和比例。您還應該注意電線的標記。字母“C”後面是一個代表碳濃度的數字。此外,如果金屬的濃度為 0.99% 或更低,則表示添加了其他金屬。



使用說明
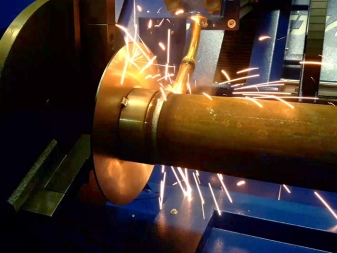
焊絲可用於自動或半自動模式。氬氣供應必須與添加劑的添加嚴格同步。您還必須使用專門的燃燒器。 應該使用具有直接極化的直流電。 交流電操作意味著使用振盪器,但實際上這種類型的操作僅在使用小型薄壁管時顯示。
有時也使用氬氣進行手工焊接。 操作者一隻手拿著專用的割炬,另一隻手拿著電線。後者盡可能順利地送入工作區域。這種方法需要堅定有力的手和穩定的眼睛。
並且即使在這樣的條件下,也不可能長時間穩定地工作,因此仍然非常希望至少仍然使用半自動裝置。














評論發送成功。