如何焊接聚乙烯?

連接聚乙烯的最著名的方法之一是焊接。這種方法是最有效和流行的。由於聚乙烯在溫度的影響下能夠將其狀態從固態變為液態(熱塑性)以及材料的強度,因此可以進行焊接。片狀聚乙烯(有時稱為玻璃紙,這是錯誤的)的焊接以 90° 角或端對端進行。


方法
聚乙烯的各個元件的連接是通過將它們加熱到平行壓縮的熔點來實現的。這些層被焊接,形成焊縫。 冷卻後,形成牢固的一體式連接。
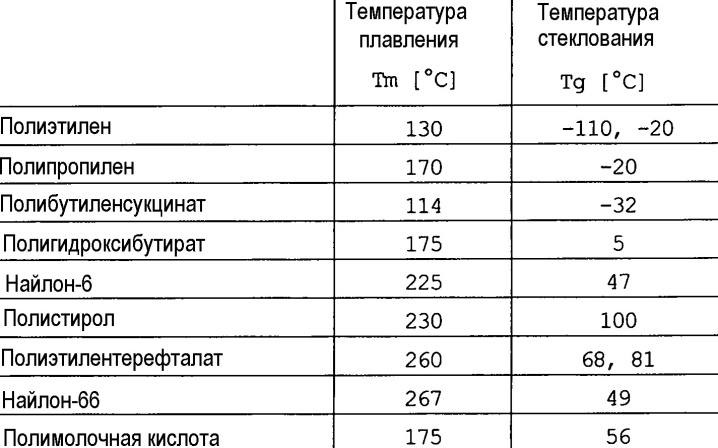
重要的是要知道!聚乙烯的熔點取決於其厚度(從 30 到 200 微米)。
在家裡焊接薄膜時,需要遵守技術制度。獲得可靠的接縫非常容易。 進行焊接工作時,必須遵守以下要求:
- 只應加入技術參數相同的材料,其化學成分不應有差異;
- 必須清除表面的污垢和雜質;
- 正確選擇溫度模式:溫度不夠高會焊接強度低的材料;太高 - 使關節變形。


不在相同的邊緣上進行重新焊接。為了進一步的工作,他們被削減了。在開始該過程之前,需要組織工作場所和材料。
為了使焊縫盡可能均勻和不顯眼,您需要認真對待這個問題,並選擇一種對您來說更舒適、更實惠的焊接方法。
有最流行的焊接聚乙烯的方法。

擴散焊
這是連接聚丙烯片材的一種特別有效的方法。 這種方法是在專門配備的焊接設備上進行的。 通過在單元上放置 2 個碎片並固定它們來進行聚丙烯片材的焊接。床單的末端將壓在電加熱器上。為了獲得良好的效果,床單需要長時間加熱。達到最佳溫度後,用固定劑壓下片材。
通過焊接設備形成的接縫將非常牢固和可靠。



這種方法的一個重要條件是房間內氣團的純度和低濕度。
這種方法適用於任何寬度的片材,並允許您將聚丙烯片材連接成捲。 對於大體積,擴散鍵合將是必不可少的。

用擠出機焊接
焊接片狀聚乙烯的擠出方法是基於在壓力下將熔融聚合物填充材料(用於焊接的聚丙烯圓形 4 mm 棒)供應到焊接區域。 這種方法意味著存在特殊工具:擠出機。 該設備配備了各種噴嘴,可以焊接非常複雜和龐大的結構。好消息是該設備很小。擠出機配備了自動供應熱空氣,可以軟化板材並防止焊接過程中出現任何缺陷。這種方法意味著工作效率,因為由於高溫(約 270°C),材料內層可能會變形。


使用該技術,不需要專門的房間,由於設備緊湊,焊接直接在工作場所進行。
在焊接單元之後,通過擠出機製成的接縫被認為強度為 2。 這種方法的缺點是需要結合相同結構、等級的聚丙烯,否則接頭會變得脆弱和不均勻。


接觸焊接
這種方法是最簡單、最經濟的方法之一,它有助於獲得高質量的接頭。 其原理是將連接的聚乙烯片重疊並通過熱空氣流或熱楔加熱至熔點。 熱空氣必須加熱到聚乙烯開始熔化的既定值。然後通過特殊的壓力輥將薄膜片材連接在一起。
熱楔的類似操作原理 - 加熱元件。 由於薄膜的接觸焊接,形成了焊縫,獲得了基材強度的 80-90%。因此,使用這種技術,您將獲得堅固的單縫或雙縫。

還使用了類似於建築物吹風機的設備。它用熱空氣加熱薄膜並將其熔化。
該設備重量輕且功能強大。它易於攜帶,可以在各種條件下使用。


用烙鐵焊接薄膜
在家裡,為了焊接聚乙烯的小碎片,你可以用烙鐵焊接薄膜。 傳統的 40-60 W 家用加熱設備,在升級尖端后,可用於焊接聚乙烯。 刺通常用鋁或銅棒代替。接觸區很小:最大 2 毫米。當有邊緣的倒圓半徑時很方便,因為確保了工具的測量移動。

鋒利的尖端使焊接過程更容易:材料的焊接和邊緣的修整同時進行。 完成的烙鐵頭用螺絲固定在烙鐵上。有時,為了可靠性,刺的末端不是圓形的,而是扁平的,然後安裝在切口中。小批量的五金件包裝時使用自製的焊接設備,造成非標準包裝。有了它,很容易為遙控器製作外殼,為設備製作外殼。
用普通的尖端焊接薄膜碎片是不舒服的,因為一個非常大的接觸區域會形成一個不准確的接頭,並且會下垂。

有加熱聚乙烯粘連,大量燒傷,連接可靠性得不到保證。
刺痛的一個簡單版本是 2-3 毫米厚的鋁板或銅板。 一端固定在烙鐵中,另一端磨圓並磨尖。它以 35-45° 的角度壓在薄膜上。可以使用燒壞設備代替烙鐵。它是根據相同的原理創建的。

設備
國內工業生產用於焊接聚乙烯的專用設備。 其中最容易使用的是 PP-40 電氣設備。 它非常類似於烙鐵,只是它的尖端看起來有點不同:它隱約像一匹奔跑的馬。借助該設備,可以在任何直接或困難的輪廓上進行高質量的焊接。
有用於焊接接頭的單元,長度為 500 至 1000 毫米。 該設備已用於密封裝滿產品和件商品的袋子。有工業設備能夠焊接 1100 到 2500 毫米長的接縫。所有焊接單元的特點是設計簡單、操作可靠、焊縫牢固。

也可以在家焊接薄膜,可以使用專門的噴嘴,固定在電熨斗上。
該元件由鋁板製成。 噴嘴的底部是直的,底部有肋條,這是基本元件。 使用此工具,您將擁有 2 個相互平行的焊接條。
噴嘴固定在電熨斗的底部,特殊的花瓣在設備底部彎曲一個。噴嘴的邊緣固定在鋪設紙上的薄膜邊緣的邊界處,之後設備必須在界面上緩慢而輕輕地移動。結果是雙縫。

工作階段
薄膜焊接包括以下步驟:
- 準備焊接元件的表面
- 焊接區域的加熱;
- 元件焊接;
- 焊縫冷卻(焊接元件處於壓力下);
- 釋放焊接元件的壓力;
- 焊縫處理。

質量控制
焊接質量控制包括:
- 組織控制;
- 焊接活動期間的操作控制;
- 焊接接頭的短期強度測試;
- 檢查焊接接頭和塗層的完整性。
焊接必須由完成建築行業塑料焊工培訓課程並持有相應證書的人員進行。


如何焊接薄膜,見下文。













評論發送成功。