絲錐扳手概述

水龍頭就像“相反的死”。它不是外螺紋(在光滑的鋼筋或鋼絲上),而是內螺紋(在用於螺母、毛坯的鑽孔毛坯中)被切割。 絲錐夾持器的特點是機械化應用方法(在螺絲刀夾頭中)或手動(旋鈕)。


一般描述
手動水龍頭套環有直型和 L 型設計。 絲錐座的主要部件有:
- 棱鏡框;
- 靜態手柄;
- 帶有棘輪的可拆卸手柄,可在一定角度轉動時固定位置變化。
作為附加細節 - 可移動襯里和固定它們的裝置作為可調節水龍頭支架的一部分。


由於它們呈方形元素形式的標準化形狀(根據 GOST No. 3266),市場上的龍頭支架是統一的。 它們與左旋和右旋螺紋兼容,並適用於英制和公製刀具。根據設計,絲錐的刀柄可以是扁平或 L 形刀柄,刀具可徑向或軸向移動,可調節尾部的自由部分。

根據要切割的螺紋槽的直徑,絲錐座有一個、兩個或三個著陸部分。 軸向運動採用刀具的最終版本,並且在切削點的自由通道極為有限。
端頭固定器在切割時需要更多的努力——為了方便工作,工具中內置了一個棘輪,它可以牢固地固定刀具以重新排列手柄。

種類
根據螺紋孔的尺寸(內徑),根據國內 GOST,M3-M12、M6-M20、M8-M36、M1-M12、M1-M10、M4-M12、M8- 範圍內的絲錐套環M25 和其他一些在市場上很常見。 領子越有力、越厚,主人對水龍頭的力度就越大。在執行方面,除了上述的端頭絲錐支架外,市場上還有一種用於帶棱柱絲錐的支架,以及一種通用的用於手動切割機的絲錐支架。


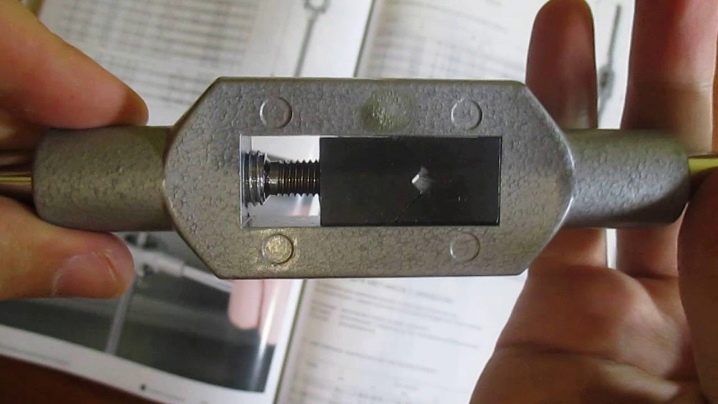
棱柱形水龍頭架 - 一個框架中的兩個覆蓋層,而一個適合另一個,就像馬賽克或拼圖的元素。 閉合的矩形棱柱在中間形成一個未被佔據的方形間隙,其中插入具有相同形狀和尺寸的刀柄的刀具。
這讓人想起自行車上的曲柄系統: 在這種情況下,將踏板固定在套筒機構的軸上是一個方形間隙,支架桿插入其中(並用螺母或螺栓擰緊)。

當水龍頭固定在水龍頭支架中時,水龍頭的行為方式相同。使用扳手的可調節橫桿來擰緊支架中的柄部。
萬能絲錐座 - 相同的棱柱形滑動輔助工具。 要使用面部棘輪龍頭,支架隨附配有這種棘輪的適配器。這允許您使用前面討論的兩種類型的刀具,繞過所選刀具對領夾類型的依賴。


自己怎麼做?
最簡單的固定旋鈕是按以下方式製作的。
- 在橫截面例如為 400 mm2(正方形邊長為 20 mm)的方形鋼筋的一塊(例如 5 cm)的中心鑽一個用於 M10 螺栓的孔。在此示例中,使用了用於 M10 螺母的刀柄上帶有左旋螺紋的絲錐。絲錐的孔嚴格鑽在桿的中心(中間)。孔深 - 一半還是?棒材厚度。例如,一根 20 毫米的桿可鑽至 10 ... 13 毫米。
- 用另一個絲錐穿過這個中心孔。建議切割左邊的 - 右邊會干擾使用這種曲柄,切割毛坯時刀具會擰鬆。擰上水龍頭,確保它牢固地“坐”在那裡。
- 在一根桿的末端,為軸環的橫桿鑽相同的孔,例如,深達 1 ... 1.5 厘米。在其中切出類似的螺紋。
- 將螺柱件擰入側孔。比如每根的長度是10厘米,穿上——為了工作方便——熱縮管或者一根普通的細軟管。

提示:鑽孔時嚴格遵守垂直度。即使向任一側傾斜一定程度也會在操作過程中造成不便,並會導致割炬和支架的磨損更加嚴重。建議在鑽孔機上進行所有鑽孔工作,鑽孔行程的垂直度(垂直度)已在工廠設置。
如果支架的底座由用於製造 A400-A500 建築配件的鋼級製成,則在切割和測試支架後,可以在機油中對其進行硬化 - 類似於硬化自製刀具、 鋸子和軸。硬化鋼比非硬化鋼更耐磨。 硬化項圈將使夾具經久耐用。 或者建議使用工具鋼 - 例如,使用破損的大鑰匙或鉗子作為項圈的空白。曲柄底座的鑽孔和鋸切使用鑽頭和金剛石塗層圓盤進行。


棱柱形支架的製造稍微複雜一些。 由旋鈕驅動的兩半夾板在銑床上磨尖,這將極大地方便使用CNC機床對旋鈕進行這種加工。激光和銑削的使用大致相同——CNC設備的精度使得複制大量相同零件變得容易。壓水龍頭的兩半由厚壁鋼板(10-20 毫米)製成。


此外,半部放置在由 U 型型材焊接而成的框架中,其中為曲柄的手動半部鑽孔。 但半部分也可以在沒有框架的情況下連接 - 旋鈕的相同螺紋桿將使其處於最穩定的位置,因此龍頭柄被徹底夾緊。夾具的兩半是反向同軸鑽孔的:主在坯料中切割螺紋時採用的螺柱穿過第一個半棱鏡 - 從一側 - 一半進入第二個。
無棘輪機構更容易製造,因為棘輪還需要安裝一個或兩個滾珠軸承的零件。 實踐表明,主要是確保支架多年的可使用性和耐用性。對於在車庫環境中製作自己的手工工具的第一級經驗的工匠來說,精密的軸承設計是一種解決方案。














評論發送成功。