我們用自己的雙手用千斤頂製作壓力機

由千斤頂製成的液壓機不僅是任何生產中使用的強大工具,而且是車庫或家庭工匠的明智選擇,他們迫切需要一種工具,可以讓您在有限的小空間內產生多噸壓力。 例如,該裝置將有助於將可燃廢物壓塊以在熔爐中燃燒。



傑克的選擇
液壓機通常是在玻璃或瓶型液壓千斤頂的基礎上製造的。 僅在純粹基於力學工作的設計中使用齒條螺釘是合理的,其缺點是損失不是主人施加的 5% 的努力,而是更多,例如 25%。 使用機械千斤頂並不總是一個合理的解決方案:在同樣成功的情況下,可以將其替換為垂直安裝的大型台虎鉗。
起重20噸左右的機型,最好選用液壓式千斤頂。許多用這種千斤頂自己製造壓力機的家庭工匠帶著安全邊際(起重能力)接受它:模型經常落到他們手中,這足以舉起不是乘用車,而是卡車或拖車,因為例如,來自斯堪尼亞或 KamAZ “。
這樣的決定是值得稱讚的:使用最強大的千斤頂是一項有利可圖的業務,而且由於它的負載能力,它不會使用 10 年,而是使用自製液壓機所有者的餘生。這意味著負載大約是允許負載的三倍。該產品會磨損得更慢。



大多數中檔液壓千斤頂 - 單容器,單莖。 除了簡單性和可靠性之外,它們還具有至少 90% 的效率:液壓系統傳遞力的損失很小。流體,例如齒輪油或機油,幾乎不可能被壓縮,並且具有一定的彈性,通常至少保留其體積的 99%。由於這一特性,發動機油將力傳遞到桿上,幾乎“完好無損”。
以偏心輪、軸承、槓桿為基礎的機械不能像用作傳動材料的液體那樣產生如此小的損失.對於或多或少的認真努力,建議購買產生至少 10 噸壓力的千斤頂 - 這將是最有效的。不建議使用功能較弱的千斤頂,如果它們在最近的汽車商店的分類中 - 重量儲備(就壓力而言)很小。


工具和材料
確保您有未來安裝的圖紙:互聯網上有很多現成的開發。 儘管有多種型號的千斤頂彼此不同,但請選擇具有大“腿”的千斤頂 - 一個用於擱在地面上的平台。設計上的差異,例如,較小的“腿”(“瓶底”,底部很寬)是由於營銷技巧:不要吝嗇設計。如果一個未成功選擇的模型在幫助開發的最大努力時刻突然損壞,那麼您不僅會失去主執行器,而且還可能受傷。
對於框架的製造,您需要一個足夠功率的通道 - 壁厚優選至少為8mm。 如果您採用壁薄的工件,則它可能會彎曲或爆裂。不要忘記:製造水管、浴缸和其他管道的普通鋼材在用強力大鎚敲擊時非常脆:它不僅會因過電壓而彎曲,而且還會爆裂,從而導致主人受傷。
對於整個框架的製造,建議採用四米長的通道:在技術過程的第一階段,它將被鋸開。



最後,返回機構將需要足夠強大的彈簧。當然,火車車廂用的彈簧是沒用的,但也不能太細太小。當千斤頂施加的力“消失”時,拿起那些有足夠力將裝置的壓(可移動)平台拉到其原始位置的那些。
使用以下物品補充您的消耗品:
- 厚壁專業管;
- 角落5 * 5 cm,鋼厚度為4.5 ... 5 mm;
- 厚度為10毫米或以上的帶鋼(扁棒);
- 一根長達 15 厘米的管道 - 它必須包括千斤頂桿;
- 鋼板 10 毫米,尺寸 - 25 * 10 厘米。



作為工具:
- 焊接逆變器和電極的引腳橫截面約為 4 毫米(必須保持高達 300 安培的最大工作電流 - 留有餘量,以便設備本身不會燒壞);
- 帶有一組用於鋼的厚壁切割盤的磨床(您也可以使用金剛石塗層的盤);
- 標尺-gon(直角);
- 標尺 - “輪盤賭”(建築);
- 液位計(至少 - 氣泡水位計);
- 金屬虎鉗(最好在成熟的工作台上進行工作),強力夾具(推薦那些已經“銳化”以保持直角的夾具)。
不要忘記檢查防護設備的適用性 - 焊接頭盔、護目鏡、呼吸器以及粗厚織物製成的手套是否適合工作。


製造技術
千斤頂的自己動手壓機是在車庫或車間製造的。與工業同類產品相比,您決定製造的液壓機相對較小且簡單。
對電焊設備有一定的操作技能,焊接框架和往復重點就不難了。 要製造一台出色的液壓機,您必須經歷幾個連續的階段。



框架總成
按照以下步驟組裝框架。
- 參照圖紙,將槽鋼、波紋管和角部厚壁型材標記並鋸成空白。 把盤子也剪下來(如果你還沒有準備好的話)。
- 組裝底座:使用雙面縫方法焊接所需的毛坯。 所謂的固結深度(penetration)。對於 4 mm 焊條,“熔池”(鋼水區)不超過 4-5 mm,還需要從對面進行穿透。從哪一側烹飪 - 它沒有任何作用,主要是工件被牢固地固定,定位,最初固定。焊接分兩個階段進行:首先,進行定位,然後應用主要部分的焊縫。如果您不抓住它,則組裝結構將導致側面,因此必須在穿透處鋸開彎曲的組件,平整(研磨)並再次焊接。不要犯致命的構建錯誤。
- 組裝好底座後,焊接床身的側壁和上橫桿。 在組裝過程中,每道縫後,大頭釘控制垂直度。焊接前的零件修整是端到端進行的。作為焊接的替代方法 - 螺栓和螺母、壓緊墊圈和鎖緊墊圈,尺寸至少為 M-18。
- 使用專業管道或通道的一部分製作可移動的桿。 將一根管子焊接到移動止動件的中心,將其插入其中。
- 為防止閥桿跑偏,應在帶鋼的基礎上為其製作導向件。 導軌的長度和主體的外部長度相等。將導軌連接到可移動擋塊的側面。
- 做一個可移動的停止。 在圍欄欄杆上開孔以調整工作區域的高度。然後安裝彈簧和千斤頂本身。
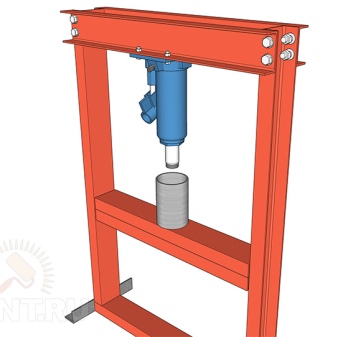
液壓千斤頂並不總是倒置工作。然後千斤頂固定在上橫樑上不動,下橫梁作為被加工工件的支撐。為了使壓力機以這種方式工作,有必要為它重新製作千斤頂。



傑克改造
液壓系統的修改按以下方式進行。
- 安裝0.3L膨脹容器 - 千斤頂的填充通道使用簡單的透明軟管連接。它用夾子固定。
- 如果前一種方法不適用,則通過排油和泵送其主液壓單元來拆卸千斤頂。 拆下夾緊螺母,用橡皮錘擺動外容器並將其拆下。由於容器未完全裝滿,因此在倒置時,它會失去油流。為了消除這個原因,請安裝一根佔據整個玻璃長度的管子。
- 如果由於某種原因此方法不適合您,請在印刷機上安裝一個附加橫梁.它的要求是沿著導軌滑動並具有對接端著陸,以便當壓力增加時,千斤頂將留在其工作場所。將其翻轉並用 M-10 螺栓將其固定到機架上。
增壓後,下壓力將使得千斤頂不會飛走。

創建壓力墊
頂桿沒有足夠的橫截面。 他將需要更大面積的壓力墊。如果不提供這一點,那麼處理大型零件將變得困難。頂部壓力塊能夠通過多件式緊固件固定在閥桿上。實際上,在這部分切了一個盲孔,同一根桿將以一個小間隙進入。在這裡,彈簧被鉤住用於單獨切割的孔。兩個平台均由通道或四角坯料的部分切割和組裝而成,形成一個具有開口邊的矩形盒子。
使用兩側的連續焊縫進行焊接。使用方形切割焊接一個開放面。 盒子內部澆築混凝土 M-500.當混凝土硬化時,零件在另一側被焊接,從而形成一對不可變形的夾緊零件。為了將所得結構安裝在千斤頂上,將一根管子焊接在其桿下方的頂部。為了使後者更可靠地固定在那裡,在製成的玻璃底部固定了一個在閥桿中心下方有孔的墊圈。在這種情況下,下方的平台安裝在可調節橫桿上。 最好的選擇是在不允許壓力墊移動到側面的兩個有角度的部件或光滑桿的部件上進行焊接。



可調支撐梁
下部橫桿與上部橫桿沒有顯著差異 - 截面尺寸相同。 區別僅在於設計。為此,您需要建立一個支持平台。它由一對通道部分製成,帶棱紋的一面朝外。這些側面連接在擋塊的兩側,並在角落或加強墊片的幫助下焊接在中心。一個空置區域沿著橫樑的中心區域延伸 - 這就是為什麼需要從下方製作支撐塊的原因。反過來,她將靠在一個等於每個架子一半寬度的空間上。位移支撐通過焊接連接在下部工件的中心部分。
然而,可調節的橫桿可以用強大的光滑桿固定。要實施這種緊固方法,請在機器的垂直通道部件上切出多個凹槽,這些凹槽彼此相鄰。 它們應該彼此平行。
被鋸成墊片的桿的直徑至少為 18 毫米 - 該部分為機器的這一部分設定了可接受的安全範圍。


退貨機制
為了使復位彈簧正常工作,如果可能,將它們的數量增加到六個 - 它們將應對最近澆注混凝土的上壓力平台的沉重重量。理想的選擇是使用彈簧來返回門的移動部分(門)。
如果缺少上塊,將彈簧固定在千斤頂桿上。這種緊固是使用內徑小於桿本身橫截面的厚墊圈來實現的。您可以使用位於該墊圈邊緣的孔來固定彈簧。它們固定在焊接鉤上的上橫桿上。不需要彈簧的垂直位置。如果它們被證明是長的,那麼通過將它們放置在一定角度下,而不是嚴格地筆直,就可以消除這個缺陷。


其他設置
當千斤頂將閥桿延伸較短的距離時,自製的車庫迷你壓機也可以工作,效率不低。 桿的行程越短,待加工的零件被壓入固定區域(砧座)的速度就越快。
- 在砧座上安裝一塊矩形或方形專業管。 沒有必要將其“緊密”焊接到那裡 - 您也可以對站點進行可移動的增量。
- 第二種方式如下.在印刷機上放置一個高度可調的底部支撐。它必須通過螺栓連接固定在側壁上。在側壁上為這些螺栓打孔。他們的位置的高度是根據任務選擇的。
- 最後,為了不重做印刷機,使用可互換的印版, 起到附加鋼墊片的作用。
最終確定機器的最後一個選項是最具成本效益和多功能的。


如何用自己的雙手從千斤頂製作壓力機,請參閱以下視頻。













評論發送成功。