如何用自己的雙手製作電樞彎曲機?

鋼筋彎曲是一種任何建築都離不開的工作。彎曲的替代方法是切割和焊接鋼筋。但是這種方法太長而且耗能。自從第一批鋼筋發布以來,還製造了彎曲鋼筋的機器。




折彎機的裝置及用途
在最簡單的情況下用於彎曲鋼筋的機器包括一個外殼和一個工作機構。第一個用作第二個連接和旋轉的基礎。沒有可靠的底座,您將無法高質量彎曲鋼筋 - 必須牢固固定。 應該完全排除鋼筋的移動(除了它向正確方向彎曲的那部分)。
最簡單的自製手動折彎機至少有十幾種不同的圖紙——它們的不同之處在於設備工作部件的尺寸。
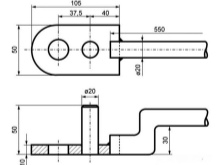
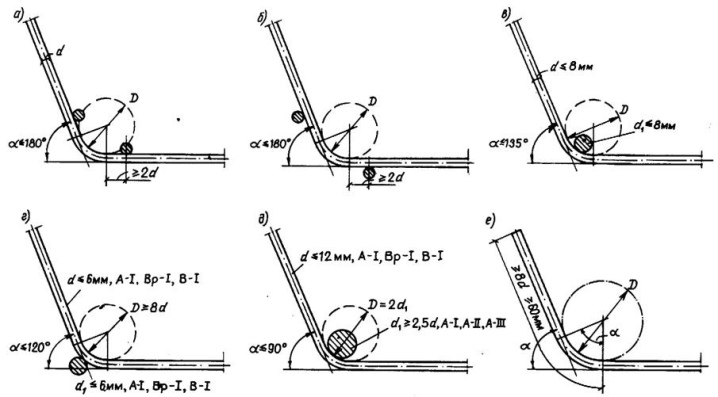
但是所有這些鋼筋彎曲機都遵循一個共同的原則:鋼筋不能以銳角急劇彎曲 - 無論鋼筋本身有多粗或多細。 彎曲鋼筋的基本規則是 彎曲部分的半徑必須至少為桿本身直徑的 10 倍且不超過 15 倍。 低估該指標可能會破壞鋼筋,這將大大惡化由桿組裝的框架的操作參數。相反,當被高估時,結構將沒有足夠的彈性。
準備材料和工具
在製作折彎機之前,請閱讀可用的圖紙或自己製作。鋼筋的厚度及其數量作為初始數據很重要。超過現有鋼筋彎曲力的裝置的安全裕度,在投產時選擇至少三倍大計劃建設。

如果選擇了圖紙,則需要以下工具和夾具。
- 保加利亞語,帶有一套切割和研磨盤。沒有它,很難鋸切大型型材和鋼筋。
- 電鑽和合適的高速鋼鑽頭。
- 焊機和電極。
- 錘子、大錘、強力鉗子、鑿子(銼刀)、中心沖頭和其他一些鎖匠都離不開的工具。
- 工作台的副。由於結構強大,因此必須固定。




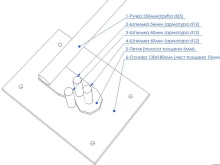
作為材料,您將需要:
- 角型材(25*25 毫米)60 厘米長;
- 鋼筋(直徑12-25毫米);
- 螺栓 2 * 5 cm,螺母(內徑 20 mm),墊圈(可以使用 Grover)。



如果彎管器是基於其他設備(例如千斤頂)製造的,則必須使用這種設備。
您製造的設備重量超過一公斤。整個結構增加的重量和質量將提供彎曲鋼筋所需的強度。


製造說明
您可以獲得一個通用的鋼筋彎曲機,它也可以用作彎管機。這樣的設備將比簡單的機器雙重有用,即使是用於空調“路線”的半英寸銅管也無法彎曲。


從千斤頂
準備千斤頂。您將需要一輛簡單的汽車 - 它能夠舉起高達兩噸的負載。 請執行下列操作。
- 從鋼型材上剪下 5 厘米長的相等的部分。
- 選擇一根直徑至少為 12 毫米的鋼筋。用研磨機或液壓剪將其切成所需長度的碎片。
- 將鋼筋的末端放置在角鋼截面內並將它們焊接到角鋼截面上。將型材零件相互連接。在這種情況下,寬度為 35 mm 的型材可以沿其整個平面連接,而 25 mm 的部分僅通過端邊連接。
- 將生成的夾具相互焊接。你得到一個直接彎曲鋼筋的裝置,它起到一種楔子的作用。
- 在水平和垂直設置後,將生成的工作部分固定在千斤頂上。不完全對齊的設計將無法有效地工作。
- 做一個支撐的T形結構。它的高度應該是 40 厘米,寬度 - 30。
- 從拐角處剪下單獨的部分,類似於管道。將它們焊接到框架上。使用它們來固定千斤頂。
- 從支撐框架的側面,距工作(彎曲)角 4-5 厘米,焊接兩塊角型材。將環焊接到這些段上。
將千斤頂插入預定位置,將鋼筋放在彎管機上並啟動千斤頂。結果,靠在鉸鏈上的鋼筋將彎曲 90 度,獲得所需的彎曲半徑。

從角落
最簡單的拐角鋼筋彎頭設計是通過以下方式進行的。
- 切割 20 * 20 或 30 * 30 35 cm 長且最長 1 m 的角塊。 角度輪廓的厚度和尺寸取決於要彎曲的桿的最大直徑。
- 到框架 - U 形型材的底部長達 1 m,焊接銷.一塊較厚的鋼筋適合他。
- 切割一段合適直徑的管子,使其自由地安裝在焊接銷上。 將較大的角焊接到其上 - 首先確保角和管道相互垂直。在管道焊接處的拐角處鑽一個間隙 - 在其內徑下方。
- 將管彎頭放在銷釘上,並標記小角的焊接位置。 用管子移除拐角,然後將第二塊相同的拐角輪廓焊接到框架上。
- 將另一塊鋼筋焊接到可移動結構的末端,您將在工作時使用。 在上面放一個非金屬手柄 - 例如,一根合適直徑的塑料管。
- 將厚鋼筋的腿焊接到框架上。
- 潤滑摩擦表面 - 一根軸和一根帶有油脂、石蠟或機油的管道——這將延長折彎機的使用壽命。組裝結構。
電樞彎管機已準備好工作。例如,將其安裝在一塊大磚或石頭上,使其在工作時不會移動。插入鋼筋並嘗試彎曲它。該設備必須彎曲高質量的鋼筋。


從軸承
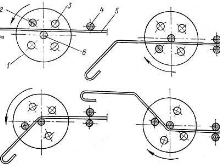
軸承電樞彎管器由軸承(您可以帶磨損的)和3 * 2厘米輪廓的零件和內徑為0.5英寸的管道製成。 要組裝這樣的結構,請執行以下操作。
- 切割 4 * 4 厘米的型材管 - 你需要一根 30-35 厘米長的管子。
- 在為組裝結構的手柄截取的一塊輪廓中,鑽幾個直徑為 12 毫米的孔。將 12 毫米螺栓插入其中。
- 在反面安裝螺母。將它們焊接到型材上。
- 從 3 * 2 厘米輪廓的一端,穿過軸承襯套下方的小切口。煮她。它應該是平的,就像自行車車輪的輪轂一樣。
- 在一塊 4 * 4 厘米的型材上,剪裁以固定袖子。作為固定部件,使用減震桿。
- 將槓桿焊接到型材結構上。它的底座是一根 05 英寸的管子。
- 切割一塊 32 * 32 毫米的角 - 至少 25 厘米長。將其焊接到一個方形輪廓上,留出 1.5 厘米的餘量。插入一條鋼帶的支撐。
- 使用幾塊板和一塊螺柱來製作一個可移動的擋塊。
- 將槓桿焊接到支撐結構上。安裝軸承並組裝設備。
鋼筋彎曲機已準備就緒。插入一根直徑最大為 12 毫米的桿並嘗試彎曲它。不要立即插入您擁有的最粗的桿。



從樞紐
輪轂彎管器類似於軸承彎管器。作為成品結構,您可以使用舊車的輪轂和底座,只剩下底盤和車身的支撐結構。輪轂用於(帶或不帶軸承)和來自摩托車、踏板車、踏板車。對於直徑為 3-5 毫米的細桿(它們通常在生產時沒有帶棱紋的表面),甚至使用自行車輪轂。

所有軸承都可以安裝 - 即使保持架破損.球是整體使用的。輪轂的表面應該非常光滑,具有 100% 的圓形截面,很容易用千分尺檢查。擦除(尤其是一側磨損)的球使結構從一側“行走”到另一側。這裡原始分離器的作用是由相應直徑的一小段管道來扮演的。
球和支撐它們的管件都是根據彎曲鋼筋的直徑計算的:基本規則“12.5桿直徑”沒有被取消。但最好的效果和耐用性仍將由帶有鎧裝分離器的新軸承提供。在彎角機中,通常將一半的輪轂用作參考(徑向)銷。


有幫助的提示
不要試圖通過踩踏而徒手彎曲鋼筋。即使是細針,您也至少需要一個安裝在工作台上的虎鉗和一把錘子。拒絕使用固定裝置和加固機器充滿了受傷的高風險——在某些情況下,這些“膽大的人”受了重傷,然後被救護車帶走。不要用急促的動作彎曲鋼筋。
過程必須順利: 鋼,無論多麼具有延展性,都會在彎角外側承受張力,而在內側承受壓力。抽搐,棒材彎曲太快違反了冷彎技術。 棒加熱,在彎曲處產生額外的微裂紋。從一個混蛋中,材料會變弱甚至破裂。
不要在彎曲處歸檔鋼筋。這種情況下的破損是有保證的。熱彎也會顯著削弱鋼材。
彎頭應該是光滑的,而不是多邊形和“褶皺”,就像在使用氣焊或噴燈在彎頭處加熱的加熱和水管中一樣。不要試圖以任何方式加熱彎曲的桿 - 在燒烤、火、燃氣燃燒器上、將電爐靠在熱的加熱元件上等。即使是倒開水也是不允許的 - 桿必須是相同的溫度作為周圍的空氣。
如果您沒有機會彎曲桿,請以直角或其他角度切割並焊接兩端的兩個零件。 在持續衝擊拉伸載荷的地方(地基、地板間天花板、圍欄)簡單地捆綁這些部件是不可接受的 - 結構將在幾年內分層,該結構將被視為緊急情況,對人們生活(或工作)有危險) 在裡面。不要使用不是為所需厚度的鋼筋設計的鋼筋彎曲機。 機器最多會彎曲 - 最壞的情況是活動部件會斷裂,並且您會因對機器施加過大的力而受傷或跌倒。
如果鋼筋機器裝配在螺栓連接上 - 確保螺栓、螺母、墊圈以及角、桿、型材由優質鋼製成。 通常,建築商店和大賣場出售由廉價合金製成的緊固件,其中鋼被鋁和其他降低其性能的添加劑稀釋。經常遇到劣質螺栓、螺母、墊圈、螺柱。更仔細地檢查它們。 最好多付一點錢,但要獲得優質的合金鋼或不銹鋼螺栓,而不是使用“橡皮泥”鋼製成的螺栓,因為任何實際的努力都容易變形。
例如,這種劣質鋼用於製造六角扳手、螺絲刀。


避免使用“消費品”中的緊固件 - 例如,它們適用於固定屋頂鐵和塑料板,一旦擰到樑上並放在它們上面。但這種螺栓不適用於需要恆定衝擊載荷的場合。
不要使用用於安裝石膏板天花板和壁板的薄壁型材來製造彎管機。 他們甚至不能彎曲 3 毫米的桿——角本身變形,而不是彎曲的鋼筋。即使是這樣的幾個角,一個嵌套在另一個內部,也會使設計非常有問題;用這種可疑的設備彎曲是不可接受的。使用正常厚度的型材 - 使用與桿本身相同的鋼材。理想情況下,如果設備框架有一塊導軌。但這是罕見的。
一個製作精良的電樞彎曲機將很快收回成本。它的第一個目的是製造用於私人住宅和附屬建築地基的框架,作為柵欄的柵欄。如果您也是一位經驗豐富的焊工,那麼您將開始彎曲配件以訂購,以及從中烹飪門、格柵、柵欄部分,那麼這樣的設備將為您帶來一些收益。
如何用自己的雙手製作折彎機,見下文。













評論發送成功。