圓鋸用磨盤

當您自己執行所有操作時,正確選擇機器或圓鋸的磨盤角度是成功的重要組成部分。在這種情況下恢復牙齒的鋒利度尤為重要,主人必須非常小心。 值得更詳細地討論如何用自己的雙手正確磨削帶有焊接木材的鋸片。
如何判斷磨損?
切削元件質量的下降主要與其齒的鋒利度下降有關。 圓鋸的磨盤應及時進行,以免出現深度損壞,無法恢復。確定磨損跡像是一項需要主人特別注意的任務。

如果工具以特殊方式運行,則必須進行銳化。
- 發熱,冒煙。 鈍鋸片會增加施加在發動機上的負載強度。當過熱時,它開始密集地散發熱量,冒煙,甚至可能失效。
- 需要增加壓力。 此功能主要適用於具有機械式材料供應的型號。如果您在鋸切時必須使用比平時更大的力,則值得檢查切割刀片的鋒利度。
- 它會在工件上留下煙灰、油污和特殊難聞氣味的痕跡。

在圓鋸操作過程中發現的任何這些跡像都表明是時候更換或磨削圓盤了。只有將其從工具中取出,才能更準確地確定磨損程度。
銳化原則和角度
圓鋸片設計中的切削齒有4個平面:2個側面,前部和後部。 在形式上,所有這些元素都分為幾組。
- 直接的。 當在縱向上以速度鋸切材料時,需要這種齒。切割的質量和精度並不是特別重要。
- 斜。 這種類型的齒總是有一個向左或向右移動的斜面。大多數情況下,這些元素在圓盤上交替出現,邊緣被稱為可變斜面。在不同類型的材料(木材、塑料、刨花板)下設置了一定的傾斜角度。鋸切刨花板時最大,可以使用前後傾斜選項。
- 以梯形的形式。 圓鋸片上的這種齒有一個很大的優勢——它們會慢慢變鈍。通常在切削刃上,它們與位於其上方的直線相結合。在這種情況下,梯形元素將用於粗加工,直線將有助於實現清潔切割。這種盤用於加工聚合物片材、MDF、刨花板。
- 錐。 它們也是輔助的,用於切割層壓板和其他易碎材料的圓盤。元件的特殊形狀提供表面保護,防止碎裂和其他損壞。斜齒的前緣通常是直的或凹的,非常適合細鋸。


根據鋸片上使用哪種類型的齒,選擇合適的刃磨角度和其他參數。 嚴禁在一般斜率下處理所有元素,而不考慮每個元素的個體特性。

圓形工具中的每個鋸片都有 4 個需要磨銳的主要角度。它們與齒形一起確定切削刃的幾何形狀。對於每個單獨的元素,習慣上測量表面切割的角度以及直接測量前部、後部的角度。
根據鋸的類型、用途、質量,可以區分可能的選項。
- 用於縱向鋸切。 這種圓盤使用 15-25 度銳化的前角。
- 用於橫切。 這裡使用 5-10 度的前角。
- 普遍的。 在這種情況下,刀具在前角區域內的齒被銳化了 15 度。
正在處理的材料類型也很重要。越難,所選角度的指標應該越小。軟木可以以更寬的角度切割。

使用硬質合金輪轂時,可以用肉眼從字面上看到磨損。在這種情況下,前平面比後平面被更密集地擦除。
需要什麼?
只能對安裝在圓鋸上的刀片進行銳化 使用特殊工具。 為了提高工作的準確性,使用了專門的機器,大大簡化了這個過程。您還可以使用更原始的工具 - 用於修復的文件和虎鉗,以及一塊木頭。


如何銳化?
帶有勝利焊接的圓圈或用於圓鋸的普通木鋸片相當 可以用手磨恢復牙齒的鋒利度。誠然,在開展工作時,必須考慮許多因素。它們可以影響銳化方法的選擇 - 手動或使用機器。 更高的精度實現機械化加工,但為此您需要購買特殊設備。

手動磨盤
在選擇這種恢復鋸片上齒的鋒利度的方法時,會使用可用的工具。唯一重要的是準備一個特殊的扁平形支架。它將避免需要將光盤握在手中,從而避免受傷。
展位有以下要求:
- 軸與處理表面的高度重合;
- 將齒輪圓定位在垂直平面內的可能性;
- 旋轉接頭。

支架不僅用作安裝架 - 它允許您以不同的角度磨削鋸片的齒,確保工作期間的安全。 使用彩色標記對錶面進行初步標記將有助於實現更高的精度。此外,使用虎鉗,將圓圈壓在支架上。
磨床將有助於促進磨刀過程,但經驗豐富的工匠使用簡單的銼刀消除輕微的鈍化。

多向齒需要從圓的兩側加工.在這種情況下,圓盤首先與標記面水平安裝,然後旋轉。重複動作。如有必要,如果在具有混合類型齒的圓盤上進行銳化,您可以更改角度。

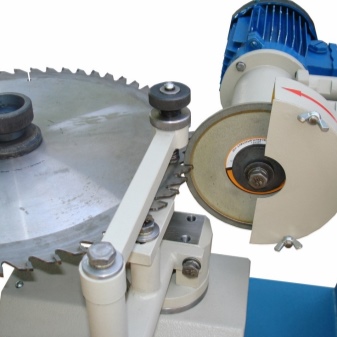
使用研磨機
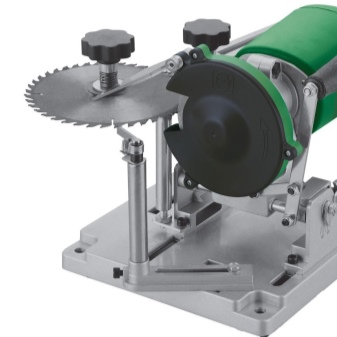
如果您手頭有帶手動或電動驅動的特殊設備,則可以輕鬆快速地解決恢復鋸片齒鋒利度的問題。特殊磨床尺寸緊湊,移動性強且功能強大。它們可以適用於家庭車間。

有必要選擇在圓鋸上磨圓的機器,一定要注意所用磨料的材料。 最佳選擇來自:
- 碳化矽(綠色);
- 金剛石粉末塗層的 CBN。
重要的是要考慮硬質合金圓盤很難用工具磨銳。


帶有勝利噴塗的選項,作為塗層的其他復雜元素也可能在操作過程中引起問題。即使使用機器,也很難保證成功磨刀。
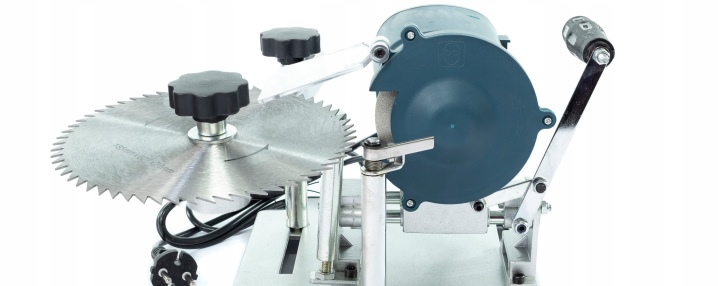
使用研磨設備盡可能簡單。 主人只需將準備好的磁盤固定在一個帶鎖的特殊支架上,然後執行幾個動作。
- 用記號筆或粉筆標記 1 顆牙齒。
- 測量執行處理時所需的角度。如無特殊要求,則選用15度的通用坡度。
- 通過去除 0.05 到 0.15 毫米開始銳化。依次處理每顆牙齒,使其獲得必要的鋒利度。
刃磨硬質合金圓盤時,建議 同時在牙齒的正面和背面研磨金屬。 使用傳統鋼材和合金時,您可以輕鬆應對。只銳化前面就足夠了。

使用勝利的磁盤時,必須首先清除灰塵和污垢。 重要的是不要使其受到機械應力,僅去除外來夾雜物。在這種情況下,齒的工作平面是按順序加工的。您不能在一個地方花費超過 20-25 次。機器通常只需 1 次即可去除鈍邊。隨著光盤磨損,只需更換新光盤即可。
有關如何磨鋸的指南,請參見下文。













評論發送成功。