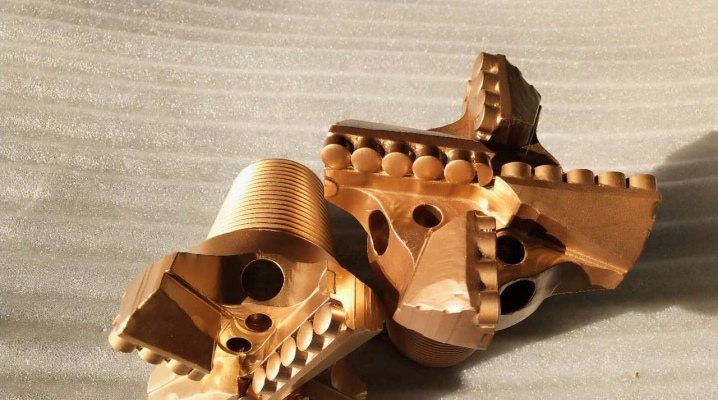
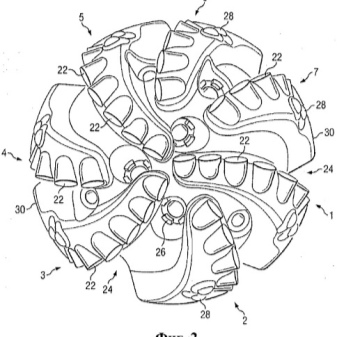
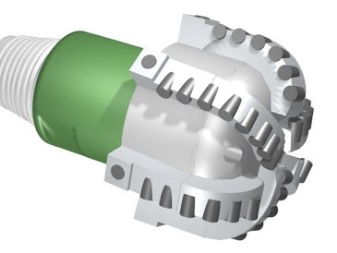
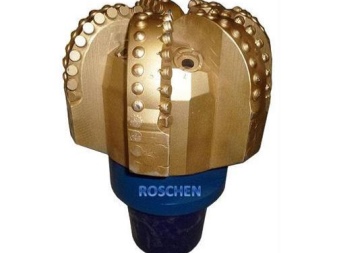
PDC鑽頭的特點
鑽孔工具既用於日常生活中,在組織井時,也用於工業規模,當需要鑽岩時。

設計和目的
首先,金剛石 PDC 鑽頭用於緊湊型鑽機鑽孔,當使用牙輪單元鑽孔時無法提供所需載荷時。 在相當或更高的轉速下施加更少的供應壓力是很重要的。
該鑽探設備具有破壞岩石的有效機制。 鑽孔本身是在岩芯取樣後進行的。 可以將其應用於井的組織。
由於此類鑽頭的移動部件不可接近,與牙輪鑽頭相比,不存在工具的一部分可能丟失的風險,這要歸功於最高的耐磨性。同時,絕對負載下的使用壽命延長3-5倍。
在從韌性到堅硬甚至磨蝕性的岩石中,使用指定設備進行鑽孔是完全可能的。 如果您考慮安裝的設計特點,則操作原理很容易理解。由於岩石的破壞是通過切削研磨法觀察到的,實際上這種方法比其他方法更有效,因此在柔韌土壤中的滲透率更高。該指標可以超過其他方法建立的3倍。


由於特殊情況和製造切割機構所使用的材料,可以實現類似的效果。
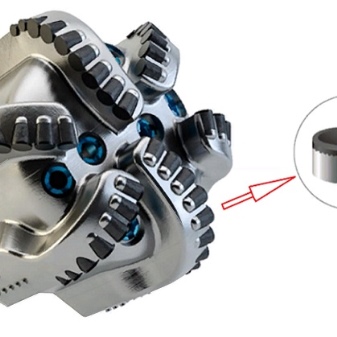
這些鑽頭的刀具可以自磨。它們還在碳化物基底上塗有一層多晶金剛石。其厚度為 0.5-5 毫米。硬質合金基體比多晶金剛石磨損得更快,因此金剛石刀片可以長時間保持鋒利。
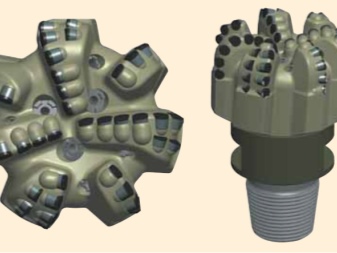
根據要鑽探的岩石,這組鑽頭可以是:
- 矩陣;
- 鋼體。
金屬外殼和矩陣在某些時刻完全有機會超越對方。例如,首先取決於切割元件的連接方法。在矩陣工具中,它們也使用簡單的焊料焊接到系統中。
為了在鋼中安裝切削元件,工具被加熱到 440°C 的溫度。設計冷卻後,刀具就牢牢固定在原位。 刀具按照 GOST 標準製造。 標記的解碼是根據 IADC 代碼進行的。


優點和缺點
請務必談論相關產品的優缺點。 從優點:
- 耐磨性;
- 在某些土壤中效率高;
- 結構中沒有移動元件;
- 供應壓力降低。
但也有需要提及的重大缺點。 其中:
- 價格;
- 你需要每轉一圈施加更多的能量。

分類和標籤
所述工具上的標記由四個符號表示,它們依次表示:
- 框架;
- 可以鑽什麼品種;
- 切割元件的結構;
- 刀片輪廓。
船體類型:
- M——矩陣;
- S——鋼;
- D——浸漬金剛石。

品種:
- 很軟;
- 柔軟的;
- 軟介質;
- 中等的;
- 中等硬度;
- 難的;
- 強的。

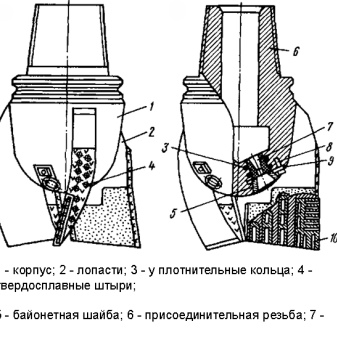
結構
無論處理何種岩石,刀具的直徑都可以是:
- 19 毫米;
- 13 毫米;
- 8 毫米。
標準尺寸在 GOST 中註冊,也有雙中心模型。
輪廓:
- 魚尾;
- 短的;
- 平均;
- 長。

製造商
現在,這種鑽頭的生產規模很大。 扁平輪廓的 Silver Bullet 尤其受歡迎。
該工具的特點是高性能。適用範圍——水平定向項目的先導鑽孔。使用這種類型的鑽頭時,會覆蓋大面積。該裝置可以很好地應對水泥塞,適合安裝地熱探頭。
Moto-Bit 是另一個同樣受歡迎的品牌。 這些鑽頭在與小型井下馬達配合使用方面表現出色。廣泛用於井的組織。
當需要使用複合插頭時, 建議使用 Plugbuster 位。 它們的主要顯著特徵是已獲得專利的特殊錐形輪廓。與其他類似工具相比,該工具在孔中停留的時間更長,並且可以在更高的旋轉速度下使用。污泥體積小。鑿子由鎳合金鋼製成。


在鑽地熱井時,經常使用Mudbug鑽頭,它被認為是一種具有高生產率的通用工具。它們被設計用於處理大量砂漿。
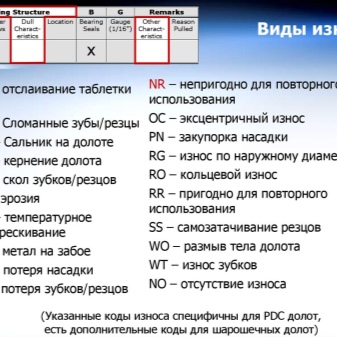
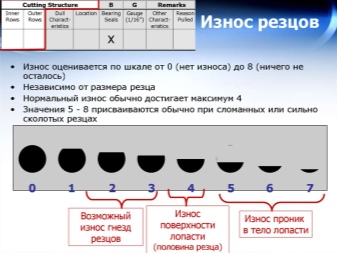
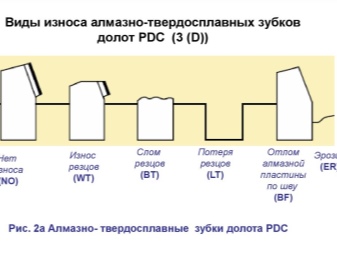
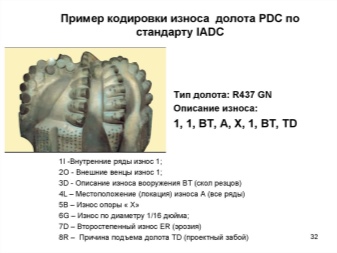
穿著代碼
IADC 磨損代碼包含 8 個位置。 模闆卡片如下所示:
|
我 |
○ |
D |
大號 |
乙 |
G |
D |
R |
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
在這種情況下,我 - 在一定程度上描述了武器的內部元素:
0 - 無磨損;
8 - 完全磨損;
O——外部元素,零和八的意思相同;
D——更詳細的磨損程度描述。

|
公元前 |
刀具廢料 |
|
男朋友 |
沿接縫破碎的金剛石板 |
|
英國電信 |
斷齒或刀具 |
|
事業部 |
網膜在位 |
|
抄送 |
錐形裂縫 |
|
光盤 |
旋轉損失 |
|
CI |
刀具重疊 |
|
鉻 |
位衝 |
|
電腦斷層掃描 |
缺牙 |
|
急診室 |
侵蝕 |
|
足球俱樂部 |
齒尖磨削 |
|
HC |
熱裂解 |
|
京東 |
底部異物磨損 |
|
液相色譜 |
刀具損失 |
|
LN |
噴嘴損失 |
|
LT |
牙齒或門牙缺失 |
|
超頻 |
偏心磨損 |
|
鉛 |
SPO損傷 |
|
PN |
噴嘴堵塞 |
|
RG |
外徑磨損 |
|
反滲透 |
環磨損 |
|
標清 |
位腿損傷 |
|
黨衛軍 |
自磨齒磨損 |
|
TR |
底脊形成 |
|
WO |
工具清洗 |
|
重量 |
齒或刀具磨損 |
|
不 |
無磨損 |

L - 位置。
對於刀具:
“N”——弓排;
“M”——中間行;
“G”——外排;
“A” - 所有行。
對於鑿子:
“C”——錐體;
“N”——頂部;
“T”——錐體;
“S”——肩墊;
“G”——模板;
“A” - 所有區域。
B——軸承密封。
開放支持
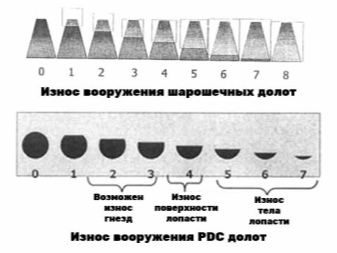
使用從 0 到 8 的線性標度來描述資源:
0 - 資源未使用;
8 - 資源已完全使用。
帶密封底座:
“E”——密封有效;
“F”——密封件壞了;
“N”——無法確定;
“X”——沒有印章。
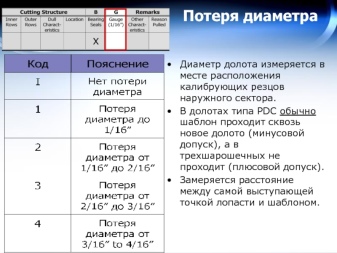
G 是外徑。
1 - 直徑上沒有磨損。
1/16 - 直徑磨損為 1/16 英寸。
1/8 - 直徑磨損為 1/8 英寸。
1/4 - 直徑磨損為 1/4 英寸。
D - 輕微磨損。


“BC” - 廢料切割機。
“BF” - 金剛石板沿接縫報廢。
“BT” - 報廢的牙齒或刀具。
“BU”——鑽頭上的填料函。
“CC” - 錐體中的裂縫。
“CD”——錐體磨損、旋轉損失。
“CI” - 錐體重疊。
“CR”——鑽頭。
“CT”——牙齒缺損。
“ER”——侵蝕。
“FC” - 磨牙頂部。
“HC”——熱裂解。
“JD”——底部有異物磨損。
“LC”——刀具丟失。
“LN” - 噴嘴丟失。

“LT” - 牙齒或門牙缺失。
“OC”——偏心磨損。
“PB” - SPO 期間的損壞。
“PN” - 噴嘴堵塞。
“RG” - 外徑磨損。
“RO”——戒指磨損。
“SD”——位腿損傷。
“SS”——自磨齒磨損。
“TR” - 在底部形成脊。
“WO”——儀器清洗。
“WT” - 齒或刀具磨損。
“不” - 沒有磨損。

R 是起鑽或停鑽的原因。
“BHA” - BHA 變化。
“CM”——泥漿處理。
“CP”——核心採樣。
“DMF”——井下電機故障。
“DP”——水泥鑽孔。
“DSF” - 鑽柱事故。
“DST” - 儲層測試。
“DTF”——井下工具故障。
“FM”——地質情況的變化。
“HP” - 事故。


“HR”——及時上升。
“LIH” - 底部工具丟失。
“LOG”——地球物理研究。
“PP”——提高或降低立管上的壓力。
“PR”——鑽孔速度下降。
“RIG”——設備維修。
“TD”——設計底孔。
“TQ”——扭矩增加。
“TW”——工具翻領。
“WC”——天氣狀況。

下面視頻中 PDC 位的特性。
































































評論發送成功。