用金剛石取芯鑽頭鑽混凝土

金剛石或 Pobedite 岩心鑽是工匠的唯一出路,幾十年前,他們需要相同直徑的大型鑽頭,有時重達十幾公斤。具有10厘米工作部分截面的鑽頭鑽頭使在不太方便的位置或高處鑽孔更快,效率更高。


特點和範圍
金剛石取芯鑽用於由於存在粘土磚、用於加固基礎和建築物地板的高強度鋼筋混凝土而顯著複雜使用標準高速鋼甚至是 pobedit 合金的地方。 當混凝土產品中有鋼筋超過一厘米厚的鋼筋網時,它可以幫助大師。
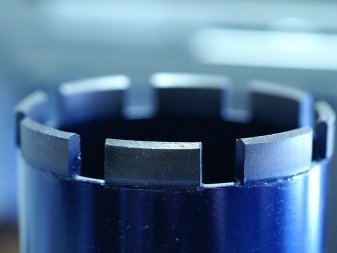
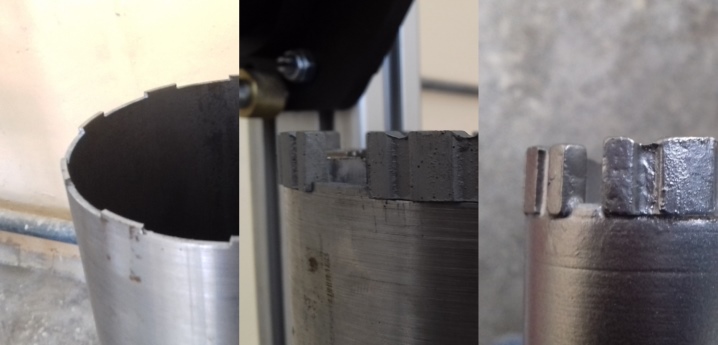
冠是一種複合工具,包括一個帶有切割端的空心圓柱體,在其邊緣應用了一層金剛石或 pobedit。

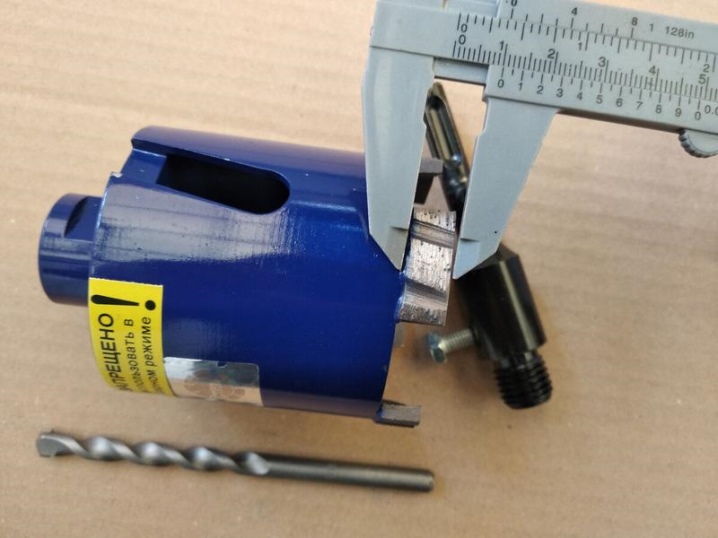
中間是一個可拆卸的主鑽(混凝土鑽)。這種鑽頭(長度較短)在任何五金店都很容易買到。但也有帶有不可拆卸鑽頭的牙冠,其破損將使在嚴格指定的位置切割孔變得非常複雜。
主體結構——一根管子和中心鑽的底座——由高強度工具鋼製成。 Wins 和/或鑽石僅位於切割(沖壓)邊緣。由單片 Pobeda 或鑽石製成的鑽頭的成本是現有同類產品的十倍。


降低強度的混凝土,在同一間公寓的房間之間製成非鋼筋非承重隔板,也可以用 pobedit 合金鑽孔。 無應力模式下的天然石材(花崗岩、玄武岩)仍然用金剛石鑽頭粉碎和切割,非鋼化玻璃也是如此。 任何磚塊都以帶有勝利冠的衝擊模式加工 - 在這種情況下,購買一顆(相同直徑的)鑽石是不合理的昂貴。
所有這些規則的一個例外是鋼化玻璃,雖然它是用金剛石尖端壓碎的,但只要稍微嘗試加工該材料,就會立即碎成帶有鈍邊的小碎屑。


pobedit和鑽石牙冠的應用範圍是電氣和電子通信、供水線路、供暖、熱水供應和排污的鋪設。
一個典型的例子是任何公寓樓:沒有鑽石皇冠,下水道(直徑達 15 厘米)就不能鋪設在廁所一層一層的所有樓層上。
牙冠範圍 - 任何動力、手持式鑽孔機構的鑽頭和穿孔器。除了通孔(用於鋪設工程通信)之外,還以非通孔設計鑽孔:用於插芯插座、開關和自動保險絲、儀表、內置傳感器等的凹槽。不需要在牆上進行電暈鑽孔的架空(非榫眼)電器。


泡沫和氣體塊、木牆、複合材料、塑料隔板和天花板的鑽孔是使用由高速鋼製成的簡單牙冠進行的。他們不需要金剛石塗層或製勝小費。


鑽孔用牙冠類型
鑽頭的直徑值分佈不同。 它定義了它們在每個應用領域的特定用途。
- 14-28 毫米 - 步長為 2 毫米。這些是 14、16、18、20、22、24、26 和 28 毫米。 罕見的例外包括值,例如 25 毫米。價值較小的金剛石冠(最大 28 毫米)用於為化學錨鑽孔。後者用於建造天橋、大型機床的承重支架和其他重型結構。化學錨需要一個比螺柱本身至少大 4 毫米的鑽頭。如果不滿足此要求,化學錨將無法提供足夠的安全邊際。

- 32-182 毫米。 步長為 1 厘米,但數字以數字 2 結尾。尺寸為 36、47、57、67、77 和 127 毫米除外。這種鑽頭的工作部分的尺寸(直徑)具有“圓形”值,例如,30、40、50 mm。在這種情況下,“額外”的 2 毫米 - 每側一個 - 側面延伸 1 毫米。如果沒有一毫米的塗層,即金剛石層,表冠將無法發揮其功能。比如110mm其實就是112mm,考慮到高強度切割層。
- 直徑增加的冠 - 20-100 cm - 值範圍內沒有單一模式。直徑台階可以是 25 或 30 毫米。典型尺寸 - 200、225、250、270、300 毫米。更大 - 500、600、700 毫米及以上。在特殊情況下,適用單獨的尺寸,例如 690 毫米。

除了金剛石,還使用了碳化物(整個)牙冠。 這使您可以將打孔機切換到旋轉削片機模式,這樣就可以破壞混凝土層,在混凝土層下面有更耐用的加固層。這種冠的噴嘴在負載增加的情況下會迅速(過早地)磨損。

牙冠經常在最不合時宜的時刻失效,需要其成分中最強的合金。
例如, 工作部分呈鋸齒狀,SDS刀柄適用於日常生活中大多數型號的國產和日本電鎚。 這樣的解決方案是在小直徑下快速突破公寓中的混凝土隔板的一種選擇,但這些產品的使用壽命並沒有增加。由於高估的衝擊力,鑽井質量受到嚴重影響。


鑽孔方法
根據牆壁或天花板的特性,使用乾式或濕式切割製作隔板的材料。 有一些規則和建議可以從使用的工具中獲得長時間(以及鑽孔的總線性深度)的工作資源。


乾燥
鑽孔(沖孔)“幹”用於無法組織臨時供水通道的地方。牙冠必須非常精確地定位在鑽孔位置:操作過程中最輕微的位移都會使工具無法使用。刀柄和夾頭必須潤滑。 潤滑將消除導致刀柄磨損的過度衝擊摩擦。
乾式鑽孔用於設備,在設備對水分極其敏感的房間內,並且不能關閉和移動,因為生產過程會中斷。

弄濕
該方法的實質如下:向工作區域提供恆定的水流,以冷卻因摩擦而發熱的岩心鑽。水在壓力下被泵入一個或多個地球大氣 - 但以這種方式從過高的壓力飛濺不會干擾主人的工作,不要落在打孔機上,因為工人會受到電擊. 停止供水會導致工作區域中的液體快速蒸發,沸騰 - 表冠會過熱並失效。

噴嘴附件類型
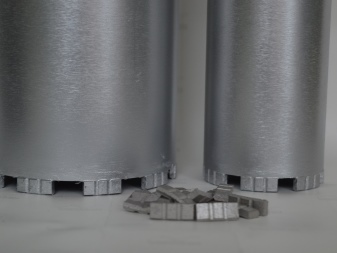
最具成本效益的方法是焊接。手動將切割齒或碎片施加到銀基底上。焊接在操作過程中提供高達 12 牛頓的保持力。 稍有過熱,銀層就會融化,碎片就會脫落。 提供完整的集水器和手動吹水器。因此,對於每分鐘 12-32 毫米的表冠,最多需要 1 升水。直徑達一米的牙冠每分鐘需要多達 12 升水。供水量和鑽頭尺寸之間的關係是非線性的。

激光焊接使製造鑽頭的過程投入使用。碎片的位置非常均勻,從工作區域的中心有一個均勻的縮進。
抗拉強度 - 高達 40 N/m。作為驅動力 - 成本很高的特殊機器,這意味著表冠本身也不便宜。
金剛石層的濺射是最常見的。 它是在燒結過程中通過焊接和楔入獲得的。此類產品突破了瓷磚、瓷磚、瓷器和陶瓷。成套出售 - 工作直徑的特定範圍對應於特定的套裝。

冠修復
表冠的修復是其磨損的結果,例如,在鑽鋼時。磨損的切削刃不能進一步使用。但鑽石冠是可以修復的。首先,確定產品磨損的原因 - 為此,檢查表冠是否有水平振動。定期磨損時,新的金剛石顆粒會焊接到飛過的舊顆粒的位置。購買新冠比修復舊冠要貴得多(每件可能要貴5倍)。恢復的需要由嚮導決定。 鑽石冠的修復是根據以下方案進行的:
- 清除表冠的工作區域,清除磨損的金剛石顆粒和工作點刮下的建築材料殘留物;
- 用小的水平跳動,將表冠的軸承部分拉直;
- 如果支撐結構的某些部分完全磨損,則將其切斷,將剩餘的(縮短的)部分清潔到新的地方以施加金剛石顆粒。

焊接新的金剛石磨料後,檢查表冠的抗拉強度,然後塗漆。
過短的工作部分不予修復。磨損的鑽石內含物無法堆積 - 它們會被新的內含物替換。

常見錯誤
首先,主人(工人)遵守安全注意事項。 他使用的工作服不會造成將組織纏繞在表冠周圍的威脅。 粗糙的金剛石塗層表面能夠捕捉縫製防護服的材料。需要防護手套、呼吸器和護目鏡,完全和緊密地覆蓋面部上部。

操作過程中最常見的錯誤如下。
- 切削齒的破壞或分離主要是由於乾鑽或卡鑽(卡在鋼筋上)造成的。
- 碎片接觸區域的噴嘴磨損 - 其標誌是合金顏色的變化。原因是無水鑽孔、表冠過熱、產品在工作點旋轉過快。例如,在瓷器或鋼上頻繁且長時間地工作時,由於過度用力和過熱,表冠會隨著時間的推移而變鈍。
- 當試圖繞過孔的標准直徑時,會形成一個向內傾斜的碎片,一個尖銳的開始,橫向掠過鋼筋。
- 向外突出的元件表示啟動太快,超過了所需的切割碎片數量,超過了磨損碎片所需的驅動功率。
- 產品本身的裂紋和斷裂表明表冠承受了不可接受的負載,包括橫向影響、整個產品的水平跳動(錯位)。後者的後果是冠部的不均勻磨損,包括噴嘴壁的磨損。
- 表冠上的凹痕表明該物品已經像“蛋”一樣彎曲,變成了橢圓形。原因是表冠的卡住,對它的強力打擊。
車身形狀的任何其他變化都是由於超負荷而過度磨損的結果。
在混凝土中鑽孔的鑽石是什麼樣子的,見下文。













評論發送成功。